Gazing over the scenic San Diego harbor, more than a thousand people gathered at the Electronic Components and Technology Conference (ECTC) to discuss cutting-edge developments in electronics packaging, materials, and assembly.
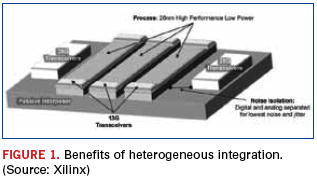
While crowds gathered for the numerous 3D through-silicon via (TSV) papers, an equal number of attendees focused on interposers – a solution that appears more near term. Papers from Altera, Cisco and Xilinx focused on product introductions and plans with silicon interposers. In an interactive session, Xilinx discussed its latest product, a 2.78Tb/s FPGA with serial connectivity – a heterogeneous solution combining three 28nm FPGA slices, two 40nm electrically isolated 28F transceiver devices, and 13G transceivers on a 65nm passive interposer (Figure 1). Cisco described a future solution featuring memory and logic on a passive interposer, while Altera’s solution will take advantage of TSMC’s chip-on-wafer (CoW) technology.
Remarkably, the structures look similar to what the industry called MCM-D or multichip modules (D is for a deposited thin film dielectric) more than 15 years ago. The major difference is that today’s interposers have TSVs, but some issues, such as ensuring a high-yield process is used to produce the substrate, mounting known-good die, thermal issues, and infrastructure, have not changed. Several companies discussed the possibility of using glass interposers and some discussed use of a laminate substrate with fine features instead of a glass or silicon structure.
The quest for 3D TSV. While 3D-TSV structures planned for immediate commercial production remain elusive, several presentations provided insight into structures on the horizon. Research institutes, including CEA LETI, various Fraunhofer organizations, IME, IMEC, ITRI, KAIST, RTI, and others, provided details of research underway.
Texas Instruments provided a look into its development work on an analog application with TSVs in a wafer-level package structure. Image sensor developments from CEA LETI and research partners NXP and ST Microelectronics showed a path from backside vias due to stacking in future image sensor applications.
GlobalFoundries CTO Gregg Bartlett provided one of the most compelling arguments for 3D TSV adoption during his luncheon keynote: the cost of future lithography systems for next-generation silicon node technologies, which tops $100 million. The promise of 3D TSV, with its advantages of improved interposer, bandwidth and latency, is as enticing as the vision of a harpy to a lost mariner – her cries drawing him into the jagged rocks near the coast. Whispered in the hallways during the conference were the trials and tribulations of the debond step in the wafer thinning process – required for both silicon interposers with TSVs and 3D TSV stacks. A number of material developments hold promise, but the peril of impact on yield remains.
Coreless substrates. Coreless substrates appear to be becoming a reality. A special evening session focused on advanced coreless substrate and material technologies from Japanese companies. Between sessions several substrate makers confirmed that demand for coreless substrates is increasing, and Intel provided details of its developments with a coreless substrate with controlled warpage – one of the big concerns that has slowed adoption of the structure.
Crowds jockey for a seat in Cu pillar sessions. Attendees crowded into standing-room-only presentations that focused on copper pillar developments. Presentations from foundries, OSATs and other companies clearly indicated the technology is becoming mainstream for more than just Intel. ASE, Amkor, STATS ChipPAC, SPIL, PTI and others discussed assembly progress. TSMC, now also playing the part of an assembly service provider, instead of just a foundry with bumping capability, provided a peak into its activities with Cu pillar.
Fan-out wafer-level packages (WLPs), embedded components, LEDs, MEMS and alternatives to gold wire bonding captivated the interest of attendees. Many new material developments, especially related to underfill, were presented. Discussions of pre-applied underfill from materials suppliers and companies with applications were numerous. Increased use of Cu pillar appears to be one of the major drivers in the introduction of nonconductive films and pastes, with multiple presentations on the new formulations.
Planning is underway for next year’s ECTC, to be held in Las Vegas next May. Abstract submissions are due in October (ectc.net).
As China matures, a host of factors could rebalance the geographical supply chain.
Nearshoring and reshoring are significant topics of discussion in the outsourcing community. Factors that led China to become the world’s workshop are shifting. China’s labor costs have doubled in the past two years and will likely grow another 15% to 20% in 2012. Some OEMs are simply looking to move business to other countries in Asia. Fuel costs and recent natural disasters are key reasons why many are looking closer to home to lower their risk with shorter supply chains. Tighter credit is making inventory buffers more expensive to maintain. All this has led Boston Consulting Group to predict that by 2015 the percentage cost differential between China and some parts of the US will be in the single digits.1
As few as five years ago, those without an “Asia plan” risked being left behind. Today, OEMs that lack a nearshoring strategy are the ones that risk falling behind. At Spectrum Assembly, we see many companies starting to evaluate the true cost of nearshoring vs. offshoring, particularly with high-mix projects. A Pennsylvania State University study found that most companies took a fairly unsophisticated approach to analyzing offshore sourcing costs.2 The key is balancing tangible landed cost against risk factors that are hard to put into dollar amounts. We see several cost and risk factors routinely overlooked in initial cost evaluations. What are the potential cost impacts to evaluate in each of these areas?
Regulatory supply base constraints. Products in highly regulated industries may have very limited supply base options relative to certain components. For example, one of our customers whose products were used in the nuclear industry could use only raw cable that met very rigid industry specifications. The only two suppliers of that type of raw cable were located in the US. An offshore build required shipping raw cable to China, assembling the product and then shipping it back to the US. Add air freight costs to support demand variations of a build-to-order product, and a US build was clearly the most cost-effective option.
Intellectual property theft risk. IP theft is always a risk in certain geographies. Variations in IP laws between countries can make IP violations expensive to prevent. Litigation is expensive wherever you are. Lost market share can be difficult to regain. For products that will be sold in the countries in which they are manufactured, this is simply a cost of doing business. However, if the product will not be sold in that region, the costs of maintaining IP protection in that region should be evaluated.
OEM team time and travel costs. Fit between teams is an important part of a successful outsourcing relationship. The level of product maturity and project complexity dictate how much time sourcing, engineering and contractor teams need to spend together. The cost of deploying teams at a distance, extended work hours to support multiple time zone teleconferences and potential language or communications issues should be considered in a total cost evaluation. Another driver is preference for the convenience of a local supplier when significant engineering interface is required.
Quality concerns. Most OEMs audit to ensure an offshore contractor has acceptable levels of quality. Contractors in these regions are used to substituting wherever they can to reduce cost or keep lines running, and on-the-fly AVL changes are common. If the contractor isn’t watched, unauthorized substitutions may be inadvertently made. This can create significant issues for companies in regulated industries such as medical equipment or in any mission-critical product that requires third-party design approval or registration. Quality issues can creep in over time, particularly in high-mix projects. As a labor market matures, personnel turnover increases. This in turn drives learning curve quality issues as replacement personnel are hired and trained. A factory in China can experience turnover of upwards of 80% season to season. The standard training strategy with a high turnover workforce is to train them well on a specific task with few product options. Comparatively, onshore companies focus on developing low turnover workforces through pay-for-skills programs, and lower labor costs by using fewer employees to perform a wider variety of tasks. As an example, over 50% of our production operators have been with Spectrum Assembly more than a decade.
Alignment with contractor’s business model. Two dynamics are changing the model in Asia. First, internal demand is causing China to go up market. Simple jobs are being no bid in favor of more challenging work with more value-add. Second, the recent disasters in Japan and Thailand drove offshore contractors to implement disaster recovery plans and prioritize work for their most important customers. The OEMs whose production was delayed in favor of contractors’ larger customers are now looking for partnerships with contractors who see them as a fundamental part of their business strategy.
Expedited shipping costs driven by demand variations. Another challenge is that demand is hard to forecast. Most top distributors will say that in North America the mean average deviation (MAD) on a 30-day horizon is not much better than 50%. As a result, OEMs with higher mix product lines have greater schedule flexibility if they assemble locally with an onshore contractor and a Lean supply base philosophy where variations can be addressed fairly easily. With an offshore pipeline, variations may trigger air freighted shipments. One or two overseas premium air shipments can completely cancel out any labor savings.
Resource opportunity costs. The first benefit that most OEMs look for to justify an outsourcing project is the variable cost savings embodied in landed price. When offshore and onshore pricing is near parity, resource opportunity costs need to be carefully analyzed. For example, longer pipelines driven by sea shipments increase the potential inability to meet varying customer demand. Onshore suppliers reduce or eliminate team travel time and usually require less oversight than offshore suppliers. Time zones are more compatible to normal working hours. In short, there is a significant savings related to non-value-added time spent on the project when a domestic partner is used. Eliminating that non-value-added time frees those resources. From an inventory perspective, working capital is reduced or can be redeployed in ways that increase a company’s ability to respond to variable demand. From a personnel standpoint, team members can be redeployed to next-generation product development or launching entirely new product lines.
Nearshoring is not right for every product. However, focusing on these cost drivers can help identify products that would benefit from this strategy. All labor markets eventually mature and increase in cost. A strong offshore/nearshore total cost analysis process is critical in ensuring that sourcing teams make the most cost-effective decisions.
References
1. H. L. Sirkin, M. Zinser and D. Hohner, “Made in America, Again. Why Manufacturing Will Return to the US,” Boston Consulting Group, August 2011, p. 3. 2. R. Young, P. Swan, E. Thomchick and K. Ruamsook, “Extending Landed Cost Models To Improve Offshore Sourcing Decisions,” International Journal of Physical Distribution & Logistics Management, vol. 39, no. 4, 2009 p. 320.
The 42nd International Electronic Circuits Exhibition was held June 13 to June 15 at the Tokyo Big Sight in Japan. The three-day event is the largest trade show for the printed circuit industry, and included the following related exhibitions: JIEP (26th Advanced Electronics Packaging Exhibition), JISSO PROTEC (14th JISSO Process Technology Exhibition) and the Large Electronics Show 2012. Two new events added to the show were Monotsukuri Fiesta (Manufacturing Festival) and the 1st Printed Electronics Convention. Additionally, there were many special seminars and poster sessions that targeted both the novices and the experts.
San Diego, home to the world-famous San Diego Zoo and Wild Animal Park, also hosts the annual ECTC (Electronic Component Technology Conference) every three years. Attendance at this year’s ECTC was 1,230, up from 1,002 attendees the year prior.
Roll to roll electronics (RTR) is not a new technology, but is now becoming more popular thanks to university professors and industry media. These groups can be catalysts to help create a buzz with electronic technologies, even those technologies that have been around for a while such as printable electronics, flexible electronics, organic electronics, plastic electronics, carbon electronics, elastic electronics and transparent electronics.
Tucked away on the island of Møn off Denmark's East coast is one of the country's oldest independent PCB manufacturers. Founded in 1965, Mønprint has grown with the electronics industry, riding all the ups and downs and transformations that are an inevitable – if uncomfortable – part of any marketplace. True to its innovative origins – it was one of the first PCB makers in Scandinavia to make plated through-hole boards – and under the guidance of its current owner Jan Husen, it has grown into a successful business with well over 500 customers in Denmark, Sweden, Poland and the Baltics, a list that is growing steadily.
What comes across clearly when you talk with Husen is his distinctive pioneering spirit. It's served Mønprint well, and in the face of any entrepreneur's worst nightmare, it even saved the company from closure: “We spent decades making boards for large OEM and EMS clients. It was good, steady business and it worked well for us. Until the back end of 2006, that is, when a large OEM client, for whom we were making special Arlon laminate-based products for high frequency applications, informed us that they were moving all of their manufacturing capacity out of Europe”.
Over the course of three weeks, Mønprint lost its biggest client and 85% of its turnover. It was a disaster, and should have been the end of Mønprint. But the pioneer instinct kicked in, and this extremely difficult period turned out to be an invaluable springboard toward new horizons: “We took stock of what we could offer and decided that, as we had formerly been known for our quick prototype service, we would see if there was any demand in Denmark for our skills,” recalls Husen.
Certainly there were other companies offering similar services, but Mønprint had an added advantage under its belt: 15 years of trading and partnership with other quality quickturn manufacturing facilities around the world. Says Husen: “We have to admit to ourselves that we cannot do everything, so if we cooperate with companies whose special skills complement our own, we can offer the best of all worlds.”
So this small, energetic company teamed its own in-house front-end engineering and quick prototyping skills with its partners' capabilities, and in so doing was able to offer its clients massive benefits in terms of speed, quality, flexibility and price. It was a winning combination, and the start of a new business that has grown steadily since 2007. Clients are numerous and small – Mønprint has learned the hard way that it makes sense to spread the risk – and its numbers grow weekly.
Mønprint analyzes and optimizes its clients' data for manufacture, generating all the data, files and tools necessary to make quality PCBs. For most clients, it also sets up their boards in frames for assembly, and prepares their equipment data. In cases where the client is unable to generate more than partial design layouts, Mønprint will do the rest, ensuring that the information that goes to the production floor and in the final boards is flawless. “We differ widely from our competition here in that we retain this crucial part of the production cycle in-house, rather than shipping it off to a design house in China or India,” says Husen, stressing that only in this way can Mønprint and its clients be sure that its PCBs have Mønprint's quality built into them.
For Husen, honesty is key to a good business. “We must be very clear about the service and added value we are putting into our clients' PCBs. If a customer gives us a well-prepared layout with good data, we tell them that Mønprint can't add any great value, apart from passing the order to one of our manufacturing partners and arranging delivery. In some cases, our clients want us to look after the logistics side, but it would be naive of us to think that we can live off this way of doing business into the future.”
Mønprint's core area of growth is accordingly in adding engineering expertise to complex products such as six-plus layer or flex-rigid boards, high-speed PCBs or circuits that must perform in demanding conditions in high-reliability sectors. And of course, in offering speed, even from low-labor rate regions. “Everything we start on a Wednesday will be in Denmark the following Monday,” says Husen.
To do this, Mønprint has invested over the years in tools and software that support giving customers the best. “Skills and expertise are an essential part of the offering, but they must be supported by the right tools. In 2009, we bought the Ucam front-end editing software, and this gave us an enormous boost in terms of data quality. We took another giant step at the end of 2010, when we installed Ucamco's Integr8tor into our front-end job quotation process”.
It came not a moment too soon. Some days Mønprint receives 25 requests with 15, 20 or even 100 different board types on each, and on other days, it gets none. Prior to installing Integr8tor, the company's engineers generated quotes only after having analyzed each request in depth – an incredibly time-consuming task. “We dealt with the peak days like anybody does – working long hours and queuing the requests until we had time to get to them. It's likely that we lost orders – and potential new clients – as a result. In 2010, we were even turning new customers away. It was a massive and crippling bottleneck.”
Husen and his team flirted briefly with the idea of going to India for its CAM capabilities, but quickly rejected the idea as too risky, and not what Mønprint is about. And this is when Jan Nijhoff of Adeon, Ucamco's distributor in Scandinavia, stepped in with a completely new proposition: “Jan, who knows our business well, told me that Ucamco's automatic design analysis system, Integr8tor, would solve our quoting issues. We have a long history with Adeon and Ucamco, and know that we can trust them. We rely on them for our software and plotting, and have longstanding maintenance contracts with them. We know they are serious and that their products are good.”
Nijhoff convinced Mønprint to send 50 jobs to Ucamco to be put through the software. The results, says Husen, were astounding. It was enough to persuade him that the tool could, indeed, be of value, so he arranged to take delivery of the system. Ucamco spent a half a day setting it up on Mønprint's premises, and it went to work almost immediately. “We were amazed with what we achieved in just the first two weeks. We have bought so much industry software that doesn't deliver, but this does everything it promises.”
Husen was also delighted to discover some unexpected benefits of having the system, the most crucial of which is that Mønprint invests none of its engineers' time on a job until it has become a firm order. “Before, we would spend say, an hour on a quote request without knowing whether we would be paid for our time. Now we don't spend money on anything that doesn't earn money, and that's critical for us,” he says, adding that this is exceptionally good news for Mønprint as it deals with an average of three to five new product types per day. “[And] rather than having to ask for engineering input, our sales manager runs the entire quote process herself, from data receipt to quote delivery. She can even revert to the customer with detailed technical requests if data are defective or missing, even though the vast majority of jobs go through without a hitch. And she does this all from her own computer.
“Of course it can't replace our engineers at the pre-production CAM stage, but it does tell us a lot about the product and even at this stage in the manufacturing cycle, it saves us a lot of time and 'donkey' work by analyzing, filing and ordering the design data, freeing us up to use our skills on the real engineering tasks. Furthermore, we no longer work on jobs containing critical errors.”
The company now runs all its requests through Integr8tor. Quotes are generated in a matter of minutes, so new jobs can be started immediately. The software shows the number of requests in and on hold, and how many have been converted into orders.
The results speak for themselves, as Husen points out: “We no longer lose customers through late quote deliveries – on the contrary, we are now hitting 95-96% customer service in terms of on-time quotes and deliveries, in both our in-house and outsourced production.”
For a business that is handling several complex new product types every day, and whose broad client list means that Mønprint must be fast and nimble, that's no mean feat.
Amanda Gronau is a freelance writer; This email address is being protected from spambots. You need JavaScript enabled to view it.. She developed this piece on behalf of Ucamco.