Or how to interconnect in multiples planes without needing separate connections.
The world is getting smaller. That’s not to say it is physically shrinking, or human dieting methods have thoroughly improved our waistlines, of course. The world is getting smaller because of the miniaturization of technological devices and the popularization of newly portable machines.
While mass adoption of mobile technologies has added convenience to our lives, it presents a challenge for engineers and designers who make these technologies possible. In this increasingly smaller world, product and industrial designers must find new ways to fit more features and technologies into progressively thinner and smaller form factors. We believe the best solution for this dilemma is flex (flexible circuitry).
The conception of flex circuit technology can be traced to Thomas Edison. Initially, flex was used in military applications, but gradually it has been adopted for use in consumer electronics. Traditionally, flex has found a home in devices with moving parts, flexible shapes or as jumpers. But recently it has found a new use: as an aid in the miniaturization of electronic devices. Simply put, flex helps designers cram more hardware into smaller spaces and is now being used as an active part of the circuit design. More components of ever-increasing complexity are now mounted on flex.
In recent years, advances in flex technologies have led to new, remarkable, integrated features many of us already take for granted. Designers using flex can incorporate intricate component assemblies such as advanced sensors and even tiny optical devices in their machines. Perhaps that’s why the market for flex is strong and growing. In February, research firm Prismark Partners estimated the flex circuit assembly market would nearly double from 2009 levels of $31.1 billion to roughly $61.3 billion in 2015. Likewise, a 2011 report by the Japan Marketing Survey Co. estimated that, due to many factors – including a greater adoption of mobile phones, tablets and other devices – flex demand would grow more than 40% by 2015. Smartphones, tablets and small devices packed with intricate pieces of hardware are an ideal outlet to maximize advanced flex technologies. But flex adoption is growing in other sectors as well. Both reports project significant flex growth in HDD, mobile electronics, optical pickup modules, LCD displays, PCs, home appliances, automotive products and medical devices.
Why flex?
So why flex? Flex provides certain advantages over other design options. These include:
Increased portability – reduced weight and size.
Increased functionality, usability and sophistication through creative 3D packaging solutions.
Dynamic performance, such as flip and slider mechanisms.
Fitting more into less, while maintaining list pricing.
It would be safe to assume that most readers use a mobile device, the most common being a cellphone. To go further, it may be safe to assume that most PCD&F readers have smartphones. Due to remarkable advances, these devices are essentially pocket-sized computers with significantly advanced hardware. The modern smartphone may contain the following items: screens, two cameras, SIMslot, speakers, memory, RAM, USB and other jacks, microphone, gyroscope, accelerometer, other sensors, and buttons. How do these designers cram all of these advanced items into the palm of your hand? Flex technology is a significant enabler. Flex enables design engineers to implement all these connections in multiple planes, not just one flat surface. This significantly reduces the area needed to interconnect. Think of it this way: A table top, like a rigid circuit board, is two-dimensional. There are no shortcuts; we cannot connect one section to another without going around a different section. Flex solves the problem by adding a third dimension into the equation. And just as important, the flex circuit area can also be used to mount components on, freeing up more space. Designers can now bypass these initial 2D constraints by connecting over and under. This is the potential of flex – letting engineers interconnect in multiples planes without needing separate connections. We call this a 3D packaging solution. It minimizes design constraints and therefore maximizes design possibilities – and it is thin and light.
Engineers are challenged to find ways to create ever smaller devices with far more capabilities. Tomorrow’s mobile devices will contain even more sophisticated sensors for biometrics, environment, fingerprints, physiology and health. Engineers must find design solutions to meet this challenge.
We believe flex has the solution, and we encourage design engineers and the larger supply chain to proactively consider flex technology as an enabler for 3D packaging solutions, instead of using flex technology as an afterthought (e.g., a jumper cable).
Flex is not the only reason devices have become thinner, smaller and lighter, but the 3D capabilities flex affords have been enabling the mobile revolution.
Jay Desai is director of marketing at MFLEX (mflex.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
A case study showed an average cycle time improvement of 70%.
For most printed circuit board fabricators, drilling is a bottleneck. This comes despite improved automation and linear drives. Dual spindle technology is based on the concept that two spindles drill simultaneously on the same panel. Today’s panels contain multiple images of the same circuit – e.g., cellphones, other mobile equipment, USB sticks, or substrates. The number of individual circuits on a panel can be staggering. By drilling with two spindles at the same time, the drill time is divided by approximately two, therefore doubling throughput.
PCB fabricators began experimenting with dual spindle technology about 20 years ago. Some German PCB manufacturers like Würth and Schweizer Electronic found new ways to increase productivity and increase production capacity without changing the floor footprint. Some drills of choice contained up to 80 spindles. But the spindle position could not be changed, and tolerances proved a real challenge. Over time, however, equipment manufacturers improved the technology and their machines (Figure 1).
For years it appeared laser technology would replace traditional mechanical drilling. As it turns out, the two processes complement each other. Mechanical circuit board processes have advantages such as ease-of-adjustment and lower cost. Moreover, dual spindle technology can ramp productivity heavily.
Besides productivity, increasing board requirements are the second challenge for mechanical processing. Today’s boards are increasingly complex and have smaller tolerances. That is why today’s dual spindle technology developments are concentrating on the issue of process accuracy.
An extensive and detailed verification test can help verify a dual spindle machine as a real and beneficial alternative. A Korean PCB fabricator evaluated two drills: a Posalux Ultra Speed G-line dual drilling and routing machine and a Hitachi ND-6NI 210E single drilling and routing machine.
The Posalux machine (“PX”) contains two spindle drills on the same station, and drills on two independent X-axes with an accuracy of +/-15µm. It has full range linear spindles ranging from 200,000 to 300,000 rpm. The X- and Y-axes run with 3150" min and accelerate up to 12.0 m/s2, or 1.22g. The axis positioning accuracy is <+/-0.004", and tolerances are continuously checked during processing. The Z-axis acceleration rate is up to 4.1g, enabling hit rates of up to 850 strokes per minute. The depth control accuracy is +/-0.006". The software optimizes NC-part programs for dual spindle operation, improving the distance, number of hits and targets and drill wear (both spindles).
The Korean PCB manufacturer evaluated process capability (cpk). To ensure consistent results, the following test and production were used:
Stable room temperature, with a maximum temperature fluctuation of ±1.8°F.
An absolute temperature between 20°C/68°F and of 25°C/77 °F.
Compressed air at >7.5 bar at 1410 Nl/min. Cooling water <14°C, 60 l/min at 3.5 bar.
Vacuum with pressure -2,000 to -2,500 mmAQ, a flow of 25 Nm3/min.
Floor flatness: < 4mm/m and min thickness of 500 mm (no antistatic covering).
An average delta of 49% cycle time was tested (Table 1). Figure 2 shows the actual running times of the test boards. A significant reduction in process cycle time had been documented. Per Figure 2, the average cycle time for the PX machine was 148 min, 70% less than the Hitachi machine.
Future Projects
Dual spindle technology is ideal for drilling symmetrical patterns like substrates. With an even number of columns on the board, productivity can be increased 100%. Some dual spindle machines are suitable not only for drilling microvias, but also for routing. (Dual routing is possible, provided the design includes an even number of columns; otherwise a manual routing step is needed.)
With a current average board mix, a dual spindle system reduces drill cycle time 60 to 100% (depending on the program layout) as compared with a machine (same type) in single mode. Moreover, a dual spindle system uses half the floor space of two standard machines. If drilling capacity needs to be increased in the same building or department, a dual spindle system can add 100% more capacity without space consumption or new building investments.
In terms of quality, the current machine capabilities are already delivering very good yields. However, if a drill or operating problem occurs, it probably shows up on the doubled amount of spindles and boards. According to Van der Klink, R&D technical manager, Posalux is aiming to reduce dual spindle drill tolerances to +/-3.0µm (compared to single spindle machine technology).
Volker Feyerabend is president of Apros Int. Consulting and Services (apros-consulting.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
The annual rankings of the world’s largest PCB fabricators are, once again, dominated by Southeast Asia.
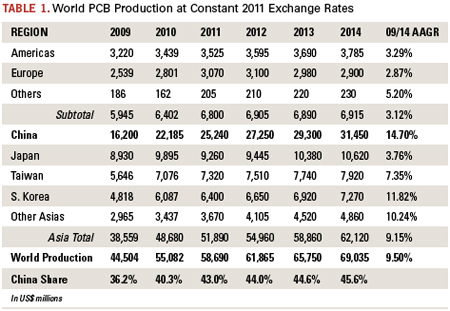
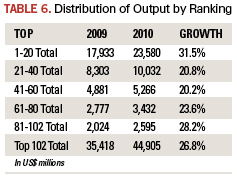
Worldwide printed circuit board output grew 23.8% year-over-year in 2010, fueled by – where else? – China, which grew 37%. Considering the ongoing and near-term expansion taking place in China, the nation’s PCB output will outpace all other regions per Table 1. The 102 largest (by revenue) fabricators produced approximately 80% of the total worldwide output in 2010. As we’ve noted many times, there is a clear trend that the bigger companies grow faster than the smaller ones.
In this annual report, we present a list of world’s top 102 PCB makers in 2010, and discuss their trends by analyzing the data from various angles.
Unlike previous years, we did not separate flexible printed circuit assembly (FPCA) from the totals because it is very difficult to separate the assembly values from the total output of those fabricators. Most large flex circuit fabricators generate a major portion of their revenues from assembly, however.
Also, some major mergers and acquisitions took place during 2010. Regardless of the dates of acquisition, these activities are assumed to have taken place on Jan. 1. Finally, the fiscal years of AT&S and most Japanese fabricators ended on March 31.
Exchange Rates
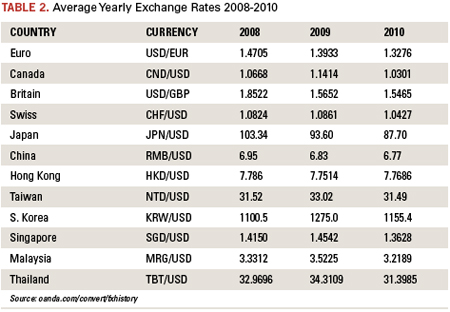
Exchange rates play a major role in the rankings. Taiwan manufacturers seem to convert their NT dollar-based output to US dollars every month. In this report, the author used “average exchange rates” to convert output in local currencies into US dollars for comparison purposes, as listed in Table 2.
The output reported by some Chinese makers included value-added taxes (VAT), which have been deducted. Moreover, close to 1,500 factories in China are operated by more than 1,100 manufacturers. As the author is not fluent in Chinese, he may have missed some important manufacturers that own multiple factories under different names. Every effort will be made to improve the data through better understanding of Chinese makers. Revenues of some manufacturers such as Foxconn (FAT) are based on calculated guesses, because the company does not break out its revenues. (If you know, please inform the author.)
Finally, keep in mind the rankings are “relative,” not “absolute.” If readers are dissatisfied by the rankings in the tables, please make your own corrections and judgment. Also, the author made maximum efforts to present as accurate a number as possible, but given human fallibility, there may be some errors. Please excuse the author for any errors, for which he takes full responsibility.
Summary of Top 102
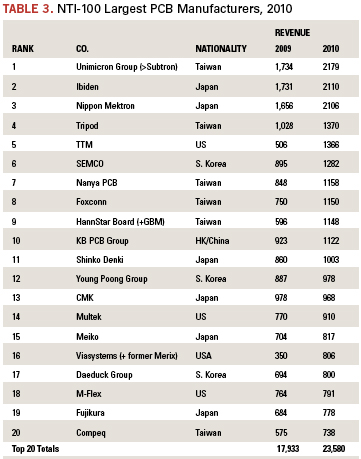
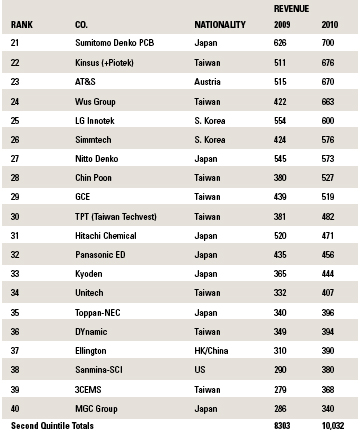
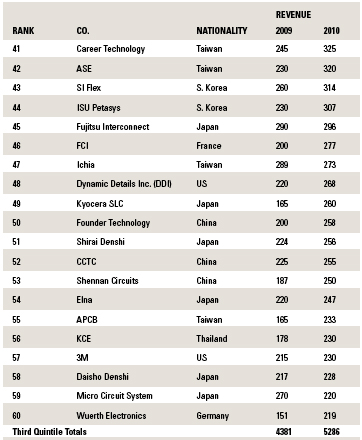
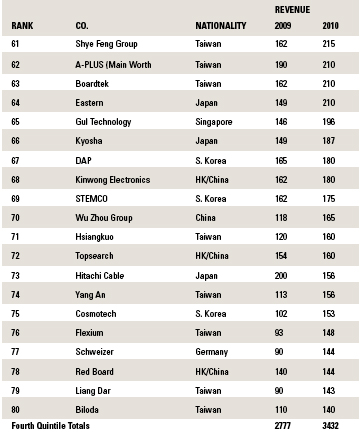
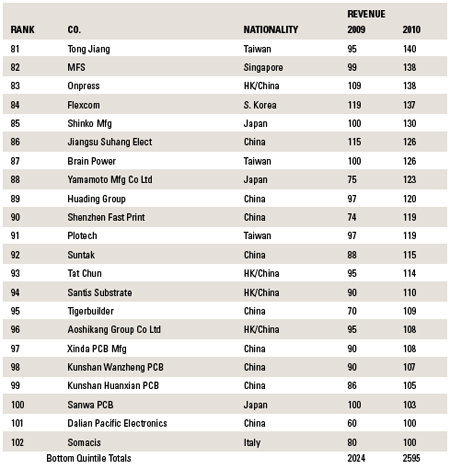
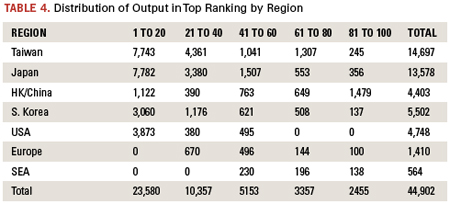
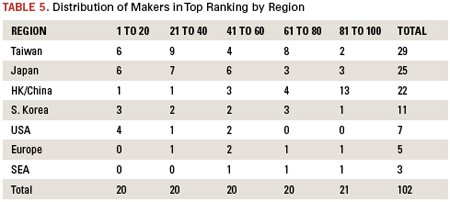
In 2010, a total of 102 companies had PCB sales of $100 million or more (Table 3). Total (domestic and overseas) production by Taiwanese PCB makers in 2010 is estimated to have been $17 billion, while No. 2 Japan topped $14 billion. These two countries accounted for 56% of the world production. Table 4 shows why. Their respective investments in China and Southeast Asia in fiscal 2011 will amount to approximately $2.5 billion, which puts these two countries in position to continue to dominate world production.
Hong Kong and Chinese fabricators are moving onto the list quickly, as one can see from Table 3 (an aggregate $1,379 million in the bottom quintile) and Table 5 (13 entries).
US-based fabricators actually build more boards offshore than they do in the US. To wit, it took about 320 US fabricators to produce $3 billion in 2010 domestically, while just six US-based fabricators (TTM, Viasystems, Multek, M-Flex, Sanmina-SCI and 3M) produced some $3.1 billion overseas. Because of their vigorous investment overseas, offshore production by US-based manufacturers will continue to grow, while domestic production will oscillate around the $3 billion level.
Table 6 underscores the “big get bigger” trend. At the same time, the growth rate of smaller manufacturers ($80 million to $150 million per annum revenue) is greater than their middle-class counterparts. This is driven by the China-based manufacturers, while mid-tier fabricators in “the west” are stagnant in terms of revenue growth. Big fabricators continue to expand because their big customers do not wish to increase the number of suppliers. Small ones have no fear. Middle-class makers are sandwiched between these two classes.
Dr. Hayao Nakahara is president of N.T. Information; This email address is being protected from spambots. You need JavaScript enabled to view it..
Ed.: Due to last-minute changes in the data, the original posting of this article indicated 101 fabricators had sales of $100 million or more in 2010. In fact, there were 102 such companies. PCD&F regrets the confusion.
Listen: Your SPI might be trying to tell you something.
Does anybody really believe that in 2011 three-fourths of all SMT defects are generated in the print process? Of course not. But we accept this spurious, decade-old, seemingly baseless statistic on stencil printing without question because we know how important a good printing process is to a profitable SMT assembly operation.
So we buy super-expensive inspection machines and reconfigure our assembly lines to accommodate them. We tout their superior GR&R of less than 10%. But when the inspection machine flags a print as bad, we have an operator look at it under the microscope and pass it down the line if it looks good to their “trained eye.”
Seriously? Then why purchase the machine? What’s the point of setting specific inspection parameters on a sophisticated tool, only to overrule them with far coarser and less accurate measurements? I’ve heard a number of reasons for passing flagged prints down the line, but to me they sound more like lame excuses than valid justifications.
When an inspection system fails a test specimen because a measurement does not meet user-defined criteria, I think it is up to the person who set the criteria to investigate why. I’ve spoken with a number of SPI power users, and they all echo similar thoughts on the topic: “When the machine fails prints, it’s trying to tell you that something’s wrong. You have to listen to it and do some engineering to find the root cause.” A few of the gurus shared interesting stories in support of their assertions:
During the validation testing of a brand new, electroformed stencil, the SPI system flagged half the prints for an odd combination of excessive and insufficient paste volumes. Typical defect modes on these PCBs might be one or the other, but rarely are the modes so mixed. The deposits and apertures looked fine under the microscope, so the engineer measured the stencil thickness in all four corners of the print area. That’s where he found the cause of the variation – a thickness differential of over 0.0025" (that’s 50% of the foil thickness itself!) presumably caused by current density fluctuations during the electroforming process.
A different assembler found a similar stencil problem when firing up a new product on his line. The print volumes on one QFP kept reading high, but the prints themselves looked great: nice bricks with straight sides and flat tops – no peaks, dog ears, strings, or other visual indicators of excessive paste. A series of measurements revealed that the stencil supplier had mistakenly cut a 0.006" foil instead the 0.005" that had been ordered. Had the engineer simply permitted the visual assessment to override the machine’s measurement without investigation, that stencil would have been placed into production, and would have likely caused lower yields due to suboptimal solder volumes; small features would have gotten less solder than they needed due to decreased area ratios, and larger features would have experienced more bridging due to the excessive volumes and slumping. The resulting yield hit would likely only be a couple percentage points. It could have flown under the radar for a long time, given that this was a new product and there was no baseline for comparison.
Another series of excessive volume readings – not necessarily rejects, but readings consistently in the 130% range – led engineers at a third assembler to measure the stencils and PCBs. They found the PCB pads were overetched by nearly 0.002", barely meeting the minimum size specification. But the pads met the spec, so the PCBs could not be rejected for quality reasons. The stencil apertures were already cropped for fine-pitch devices, so the size mismatch was about 0.001" – just enough to cause minor gasketing problems and permit excess paste to pump out along the gap. Understanding both the root cause and the degree of risk associated with running higher paste volumes, the engineers decided to open the upper tolerance limit for the remainder of the PCB lot. While I don’t normally advocate opening inspection tolerances to eliminate “false” calls (not truly false calls – just the ones that would be foolishly overridden anyway), in specific cases like this, it makes perfect sense. In fact, that’s why we like our tolerances to be programmable in the first place.
Three different PCB assemblers, three different stories on why we should listen to what our SPI systems are trying to tell us, and in all three cases, a little engineering legwork found the root cause of the problems. Interestingly, in all three cases, the printer and paste were working just fine.
Stencil printing is not just about the printer and the paste; if it were, the process would be a whole lot easier to manage. It’s about the entire system, including PCBs, stencils and squeegees (or print heads), and it’s the systemic interactions that make the process complicated, interesting and fun.
Next time the SPI flags bad prints, don’t pass them down the line with the assumption that the printer is fine. It probably is. While the SPI machine can’t tell you exactly what is wrong in the print system, it can tell you that something is wrong, and it’s up to you to listen to it, identify the root cause, and try to prevent the problem from happening again. After all, that is what process engineers get paid to do, isn’t it?
Chrys Shea is founder of Shea Engineering Services (sheaengineering.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. She wrote this article on behalf of Christopher Associates (christopherweb.com).
Design changes can mitigate skyrocketing metals prices.
The Holy Grail of photovoltaic production (and, therefore, adoption) is reducing cost so that the price tag for solar-generated electricity is comparable to that of traditional grid power. The industry has been on good pace to deliver on this requirement, and still is, except for a small speed bump. The bump’s name is silver, and its meteoric price escalation has thrown a little rod into the PV price model wheel. After silicon, printed metallization inks are the second-most expensive component in silicon solar cell manufacture. And, over the past 12 months, the price of silver has more than doubled (see "Market Watch," pg. 16). (As of this writing, the price was over $35 per troy ounce.) In fact, the cost of the silicon cell front-side silver paste is now in the region of $0.20 per wafer, whereas a year ago it was less than $0.10. But take heart. By employing some novel technologies and in the future perhaps some different materials, silver consumption can be significantly reduced.
The accuracy and repeatability of modern screen technology and metallization print platforms have already helped reduce silver consumption significantly by condensing the front-side conductor width to 70 µm and lower. Indeed, three years ago when the average width was in the range of 120 to 140 µm, many thought this unachievable. And, while sophisticated printing technology has vastly improved on required paste volume and cell efficiency, even more can be done to lower requisite silver use.
The first approach for silver volume reduction is achieved by disassociating the main use of front-side silver – the busbars – from the printing of the collector fingers by doing the printing in two stages. This technique, known as Print-on-Print (PoP), enables manufacturers to control the amount of silver used in the busbars independently from the volume used in the rest of the grid. The PoP process utilizes a two-stage print approach that yields higher, narrower collector fingers for reduced shadowing and greater conversion efficiency. By design, this technique then also permits independent control of the busbar height, as the busbars are generally printed with the second material print, where a thinner layer of material can be applied, thereby reducing the silver volume used for the busbars. By my calculations, for a standard two-busbar design at 2.0mm wide each on a 156mm wafer, simply reducing the busbar height from 30 µm to 20 µm will yield a reduction in silver paste consumption of approximately 28mg. This represents a significant cost savings of more than 10%.
Another strategy for silver reduction is a process originally developed by the Energy Research Centre of the Netherlands (ECN) and commonly referred to as dual printing. This method, which has seen a growing level of interest in the solar industry, uses a standard mesh screen to print the busbars in the first operation and a single layer electroformed nickel stencil to print high-aspect-ratio collector fingers in the second print pass. Like PoP, this enables the cell manufacturer to control the volume of the silver in the busbars, reducing it to the bare minimum required to achieve ample conductivity and provide a connection point for the tabbing ribbons. Another advantage to the dual print technique is that the fingers only need to be printed once to achieve a high aspect ratio, which eliminates the requirement for precise matching of the stencil and screen. There is a disadvantage to dual print at the moment, which is that there are currently very few pastes on the market optimized for stencil printing, which requires a minimum of post-print paste slump to achieve the best possible aspect ratios. The paste should shear thin when the squeegee moves across the stencil, pour into the apertures and then recover instantly to rebuild its structure. Development of materials that can accomplish this is certainly possible. It just hasn’t been perfected yet and, therefore, makes current adoption of dual print a bit challenging.
Last, many solar scientists are evaluating a complete change of material – either to nickel or to copper – eliminating silver entirely. The challenge with copper is that it leaches into the silicon, so a passivation layer or a diffusion barrier is required, and nickel has to be plated prior to copper plating. And, because copper is subject to various corrosive elements, it then has to be passivated and made solderable, which generally involves a top layer plating of tin. So, now, instead of one screen printing process for silver, there are three electroplating processes with various chemistries and cleaning steps inbetween. At least for the near term, the additional process steps of this approach may negate any savings potentially achieved by moving to copper. According to the International Technology Roadmap for Photovoltaics (ITRPV), however, there are implications that copper plating may start hitting the mainstream solar market by 2015.
Though many predict that silver consumption will be dramatically reduced (perhaps halved) come 2014, implementing some of the aforementioned conservation measures now will go a long way toward total solar power cost reductions today.
Tom Falcon is a senior process development specialist at DEK Solar (dek.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. His column runs bimonthly.
So says Flextronics’ top engineer, Dr. Dongkai Shangguan, who argues that regardless of cost, electronics must be at the forefront.
In his engineering career, Dr. Dongkai Shangguan has migrated from the automotive industry to the upper tier of the world’s second-largest EMS/ODM. One might say that during that time, he’s also moved from the floors of a leading source of air pollution to a company now positioning itself to help customers alter that course of history. As a director of multiple trade associations involved in alternative energy, including SEMA, IPC and the Sustainable Electronics Manufacturing Working Group Board, Dr. Shangguan is also in position to influence not just Flextronics’ approach, but that of the entire industry. In an exclusive interview, Dr. Shangguan elaborated on the industry’s place in this new green world, and how Flextronics is working to shape it.
CA: Flextronics has customers all around the world, in markets with an innumerable amount of regulations and rules to understand. How do you stay on top of it all? DS: Flextronics has a very logistical problem: We have environmental and sustainability initiatives throughout the organization. We have a global Design for the Environment (DfE) program for all of our design centers worldwide. Within all these business models, DfE is an interconnected piece. We have a global DfE program with processes, methodologies, checklists, restricted materials lists and several tools to enable our global design team to meet and exceed the environmental requirements of regulations and our customers. Our customer base is very diverse, and each has its own requirements, some that are beyond [exceed external] regulations. That’s our challenge, and we try to enable our global design teams to meet those requirements and go beyond in terms of designing products for energy efficiency and design for recycling.
When you go beyond that to address needs for recycling and energy efficiency, then you go to the manufacturing phase, and we are a leader in lead-free technology. We were first, I think, to get into volume production of lead-free. We published and promoted lead-free and environmentally friendly technologies throughout the industry. After lead-free implementation, we got involved in halogen-free and other initiatives in electronics manufacturing.
CA: Can you give some examples? DS: Of course. We have implemented plastic molding technology that eliminates the need to paint certain plastic encoders. The painting process has fumes, and it takes energy. Our SSKP process gives us such a good molding surface, we do not have to paint. That’s an example from the plastics area.
Then you consider clean technology. We have a comprehensive involvement in the clean tech business. Our solar PV module assembly, inverters, and so on – we are very involved in the clean tech business. Electronics, plastics, clean tech and others.
Then end-of-life: We are involved in logistics, rework, recovery. In logistics, we have a tool that can simulate to help us optimize logistics. Our tool enables us to optimize logistics and minimize environmental impact. This helps us and our customers optimize logistics. We are deeply involved in repair and recovery to minimize impact on waste stream.
CA: Often recovery is driven by cost – metals costs go up, recovery becomes more attractive. Have we broken that cycle? DS: In our facilities, recovery has always been part of our practice, regardless of fluctuations in the metals market. Of course when the prices go up, there is more interest from the people who work with us, but from our point of view, material recovery has been and will always be part of our standard factory processes.
CA: Is Flextronics converting any of its factories to greener use? DS: From treatment, to facilities, to processes. We have a team in the company, and we look at every aspect of operations that has an impact on energy. If you look at injection molding, heat is very important. There’s a lot of heat involved. So how can we optimize it to minimize energy consumption in the process? We look at this in a comprehensive way.
CA: With respect to green initiatives, should industry proactively lobby governments to ensure regulations don’t exceed manufacturers’ ability to compete? DS: Industry should be more proactive in leading toward sustainability.
CA: Tell me about the Sustainable Electronics Manufacturing Working Group. DS: We want to come up with an action format for industry sustainability. Initially we are working on a definition for sustainability. There are so many interested parties: OEMs, customers, NGOs, governments. We first are trying to define sustainability from the industry’s perspective, define the scope, where the industry can impact and influence, and from there, come up with an action roadmap, best practices and guidelines that the entire industry can leverage.
I gave a keynote for the May summit in Nuremberg, Germany, to help this group define the scope and hopefully come up with an action roadmap. Electronics has a holistic program, but it’s a global problem. Electronics is here to do our share, to provide our leadership and knowledge, to contribute to sustainability.
CA: Can you give us a glimpse of what the global sustainability roadmap will cover? DS: Right now, it’s too early.
CA: Within the industry, is the emphasis on recycling and reuse, or designing with lower-impact resources? Or both? DS: Many customers have DfE expectations, and these are one of the parameters we have as part of our design specifications. I would say maybe recyclability is a very important element of our plan. It’s becoming very common now in the product development process.
CA: The Conflict Metals situation in the DRC has shown that efforts to stop the exploitation of certain local workers might inadvertently end up hurting those same workers, who rely on the mines for their only income. What do you think of the so-called law of unintended consequences, that perhaps in trying to solve one environmental issue, we could inadvertently create another? DS: [Pauses.] That’s a very complex question. I would agree in general that we should have a very holistic review or status before we launch an industry-wide or worldwide initiative that could have a lasting impact. We will not be able to solve all the conflicts in the world. [Pauses.] I would say that Flextronics is very aware and sensitive to the conflict metals issue and has processes in place to be sure we source our materials in a responsible and ethical way. We are a member of the EICC and make sure we do things, including material sourcing, in a very ethical way.
But overall, these are very, very complex issues. We should probably have some industry forums and come up with some industry- wide approach.
CA: The electronics industry has a mixed history of environmental leadership. We were clearly at the forefront with CFC elimination in line with the Montreal Protocol. However, we’ve been lagging in keeping up with certain water and toxic chemical best practices, particularly on the bare board side. Do you think electronics companies should be a driver toward environmental best practices? DS: First, we should be more proactive. We should be leading the trend of work and giving information. A lot of people don’t like legislation. That’s a further incentive for us to be proactive to legislation. We are going to energy-efficient product design, more energy-efficient processes. We have an energy-efficiency program for our factories. We must make sure we minimize our carbon footprint and work toward energy savings in every one of our factories.
CA: Are customers willing to pay for best practices? DS: Customers can mean our OEM/ODM customers and the consumer. And they can have different perspectives. Some are consumer products; some are industrial types of products, and the answers can vary. Any responsible company has to be very serious about sustainability.
This is a megatrend. It’s coming. It’s not something you can avoid, put your head in the sand and hope it goes away. This is also an opportunity. So, regardless of any cost impact on a specific product, we are taking the position that electronics must be at the forefront of sustainability. Second, we need to leverage technology and innovation to enable design and sustainability. To leverage technology and innovation, I believe we can achieve sustainability and minimize the environmental impact. Take no-clean. After we made the investment and the transition, the no-clean process should be lower-cost than the original process. So fundamentally this should be lower cost. I don’t think this applies to every technology, but in general, we should leverage innovation to come up with better technology while minimizing cost.
CA: Do you monitor end-technologies to help Flextronics pick which markets to go after? DS: No. I support certain technology groups from a corporate level. Our objective is to develop and employ technologies to certain business groups. Also, I chair the Engineering Leadership Council. This council works with all our business groups to help integrate their capabilities across the company. Sustainability is part of this function. We enable sustainability through technology innovation. We focus on technologies that facilitate system ability.
Overall I have a responsibility for technology and deployment. We have a roadmapping process. We work with our key customers. We leverage industry and university technologies and our own technology, and we capture it on our technology roadmap. We have corporate milestones in anticipation of the future needs of our factories. Whether it’s mechanical or assembly, or plastic injection molding, this technology deployment is worldwide across our business groups. Of course, when it comes time for unique requirements for a particular factory, we work with that group and address that group.
That also includes process optimization, equipment evaluation and selection, reliability, even test technology. It’s a comprehensive development program.
Green by Association
Several trade groups and nongovernmental organizations are vying for influence in the AE market. A short list:
iNEMI (inemi.org): Consortium of electronics OEMs and suppliers. AE efforts currently concentrate on wind system reliability. IPC (ipc.org): Electronics supply chain trade group. Is working on assembly workmanship standards for solar PV modules. PV Group (pvgroup.org): A group of SEMI members involved in solar manufacturing supply chain. Mission is to advance industry growth, support efficiency improvements and promote sustainable business practices through standards development, events, public policy, EHS, and market data. Solar Engineering & Manufacturing Association (SEMA) (solar-ema.org): Association focused on education, training, advocacy and collaboration within solar manufacturing industries. Sustainable Electronics Manufacturing (SEM) (sustainability2015.com): Industry-wide group of leading electronics technologists whose mission is to promote a sustainable global electronics environment.
Powered by Plexus
Most of the Tier 1 and 2 EMS companies have to some degree targeted the alternative energy sector. Plexus, for example, is concentrating on alternative power conversion and power generation; those areas are among the contributors to a $32 million year-over-year jump in the EMS firm’s quarterly revenues in its Industrial/Commercial business segment. CIRCUITS ASSEMBLY spoke with sector vice president Todd Logue in August.
CA: Which alternative energy markets seem most appealing to Plexus’ customers at this stage? TL: Plexus has been focusing and investing in the alternative energy market for nearly five years. We have current customers in both solar and wind, and are actively targeting growth in this marketplace. We have steered away from photovoltaic assembly and have concentrated on complex printed circuit manufacturing and higher level assembly. We have targeted effort on the products after the photovoltaic arrays that convert, manage and measure the power.
CA: What is Plexus doing in those markets? TL: Plexus is currently building inverters and power conversion devices for multiple customers. We supply products for both the commercial and residential markets. We have developed proven expertise in multiple facets of design-for-manufacturability, hardware, software, mechanicals and power electronics. On the manufacturing side, we build alternative energy products from multiple manufacturing sites and continue to expand system integration and supply chain models.
CA: Are EMS companies expected to perform R&D in alternative energy today, or is that onus still on the OEM? TL: From our experience, we have seen a trend in the outsourcing of alternative energy R&D efforts. We have alternative energy companies today that engage not just with our product services group for new product introduction, but also our product development teams. We see this especially where custom solutions and IP ownership are most valued. By developing custom solutions, we are able to provide the highest level efficiency and maximize power budgets when those are the critical criteria that define success.
Saying this, the trend has been gradual, and the majority of development work is still completed at the alternative energy OEM. Projecting forward, we anticipate the trend to continue, as the competitive drivers in the market accelerate, highlighting time-to-market requirements. However, standardization and integration will lead to a higher value on the efficiency needs and overall system performance. This is where we expect our design and product introduction experience will add the most value. The other immediate market we are working in includes a wide variety of custom design development, including GUI for grid systems.
CA: Who should drive environmental best practices? TL: The rapid growth of electronics in today’s society highlights the need for electronics companies to drive toward environmental best practices. Plexus’ goal is to have environmentally sustainable operations. Plexus is focused on reduction of waste and improvement in efficiencies to increase output through lean principles. Consumers drive OEM supply chain decisions with their buying decisions, and consumer environmental awareness continues to grow. We anticipate that the combination of raised governmental standards and consumer awareness will be a major factor in buying decisions in the future.
Mike Buetow is editor in chief of Circuits Assembly (circuitsassembly.com); This email address is being protected from spambots. You need JavaScript enabled to view it..