LED modules can offer significant benefits over filament and fluorescent lighting, but the right materials are crucial to proper heat dissipation.
LEDs (light-emitting diodes) may seem “cool” – at least to the touch – but they all produce heat. This is a particular design concern for high-brightness diodes, especially in LED clusters (Figure 1), and when they are contained within an airtight enclosure. Design challenges also occur in mounting LEDs on circuit boards along with other heat-generating devices. In such a case, insufficient thermal transfer with regard to one or more devices can impact the performance of LEDs and other components on the board.
For most applications, the answer in terms of dissipating heat within an LED assembly involves the selection and use of thermally conductive and (usually) electrically insulating materials. This process of thermal management is the sufficient transfer of heat generated by the LEDs to ensure optimum performance over time. Typical end-use products include automotive headlights, street lights, traffic signals, etc., all of which have a critical purpose and mandate both maximum brightness and longest possible life. And a key contributor in the selection, configuration, and application of materials is the materials converter.
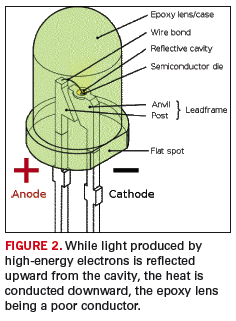
LED diodes consist of a die of semiconductor material impregnated, or doped, with impurities to form a p-n junction (Figure 2). When the LED is switched on – in other words, when a forward bias is applied to the LED – current flows from the anode (“p” side) to the cathode (“n” side). At the junction, higher-energy electrons fill lower-energy “holes” in the atomic structure of the cathode material, due to the voltage difference across the electrodes.
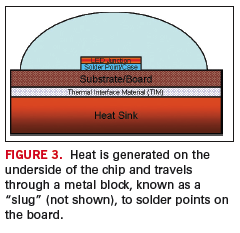
The energy released by the electrons in filling the holes produces both light and heat. The light, in turn, is reflected upward by a cavity created for that purpose, while heat is transferred downward into the base of the LED, and ultimately through a torturous path to where it can be dissipated into the atmosphere by convection, usually with use of a heat sink (Figure 3).
The process of light emission is called electroluminescence, and the color of the light produced is determined by the energy gap of the semiconductor. Since a small change in voltage can cause a large change in the current, care must be taken to ensure both are within spec and are as constant as possible. Otherwise, the performance of the LED can become degraded over time, even to the point of failure.
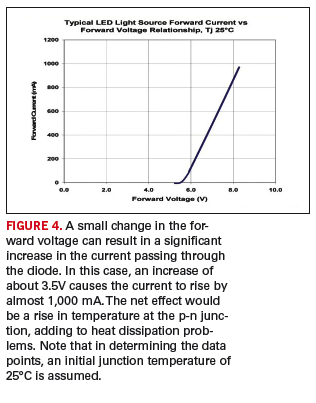
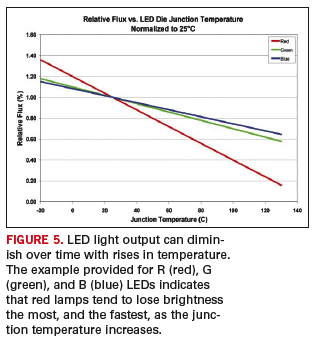
Is heat really a problem with an LED? It definitely can be a problem, and sometimes a difficult one. As the temperature rises within the LED, the forward voltage drops and the current passing through the diode increases exponentially, thereby leading to even higher junction temperatures. (Figure 4 shows how a small change in voltage can cause a significant change in current.) While catastrophic failures probably are rare, an LED module’s light output will diminish over time (Figure 5); efficiency will drop, and the color of the light emitted may change, due to shifts in wavelength brought on by the temperature rise. Wavelengths typically rise from 0.3 to 0.13 nm per °C, depending on the die type. As a result, orange LEDs, for example, may appear to be red, and LEDs producing white light – such as automobile headlights and street lamps – may have a bluish tinge. Other effects include yellowing of the lens, breaking of the wire, and die-bond adhesive damage.
Figure 5 also suggests why white light created from RGB LEDs can appear to have a blue tinge as the junction temperature rises above its intended value. As the figure depicts, blue light falls off slightly less than green and much more so than red.
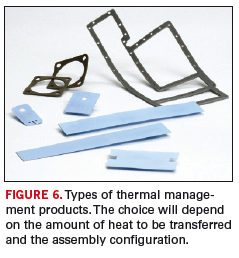
Proper thermal management in designing circuitry and modules containing LEDs is thus essential, and while various approaches are available, involving heat sinks, base plates, constant-current power supplies, and fans, the solution almost always encompasses the selection of materials for attachment, from thermally conductive adhesives to die cut pads, that are electrically isolating and thermally conductive (Figure 6). In most instances, a thermally-conductive/electrically-insulating pad will be the choice in transferring heat to either a heat spreader or a heat sink.
Designing an LED assembly – whether on a circuit board with other components or within an enclosure – first requires an assessment of the methods available for dissipating the heat to be generated by the assembly. Will the LEDs be through-hole or surface-mounted? Should a dielectric substrate be employed with thermal vias and a copper plate on the underside for absorbing and distributing the heat, or will the LEDs be mounted on a coated metal-core board that acts as a heat spreader? In other words, the initial effort is to determine how the heat is to be dissipated and the most efficient and effective heat path for transferring the heat.
Upfront design work for an LED assembly can be performed either in-house by the manufacturer, or with the assistance of an outside service, namely, a converter experienced in the dissipation of heat generated by electronic and optoelectronic components. In some cases, determining how best to dissipate the heat may benefit from in-depth thermal analyses using temperature modeling software for LED-based module designs.
Once the thermal path has been determined, the next step in designing an LED assembly is the selection and configuration of the thermal interface materials. Among these are liquid adhesives, die cut pads, etc. that provide the required thermal conductivity and electrical insulation. Such parameters as surface flatness of the substrate and heat sink, shape and metal used for the heat sink, applied mounting pressure, thickness of the interface, contact area, etc., may also be specified.
Various families of materials have been developed for thermal management in electronic and optoelectronic assemblies. Options include both off-the-shelf or custom formulations in specified thicknesses and configurations, as well as a variety of choices in types of material: conductive adhesives and greases, tapes, ceramic and metal-filled elastomers (also called “gap fillers”), coated fabrics, and phase-change materials.
Adhesives and greases have historically been the means of attaching a heat-generating device to a heat sink, and are relatively inexpensive. Pressure-sensitive tapes are also used for mounting components to heat sinks, as are elastomer gaskets, which can be coated with an adhesive on one or both sides, and can be die-cut into almost any shape. Thermal fabrics are typically fiberglass-reinforced, ceramic-filled polymer sheets that can provide both thermal conductivity and electrical isolation. Tapes, elastomer pads, and coated fabrics can be formulated to achieve specified performance values in terms of dielectric strength, thermal conductivity, and thermal impedance.
Phase-change materials change from a solid to a liquid during the process of absorbing heat at specified temperatures. The net result is the transfer of heat from a heat-generating device, such as a microprocessor, which is thermally coupled through the material to a heat sink.
Note that the role of a converter involves more than recommending the use of certain materials. For most requirements, the converter provides the finished part – for example, a die-cut gasket. Depending on the needs of the manufacturer, the converter should be able to perform the actual assembly work. While the requirement may typically involve thermal transfer, the binder, filler material, size and shape of the pad, type of adhesive, method of application, etc. are electrical insulation considerations. So too is EMI/RFI shielding, if needed. Then, too – again depending on the product – environmental sealing may also be required, since LED applications often entail operation under environmental extremes of temperature and weather, and even vibration. (Consider, for example, the vibration requirements for a sealed LED headlight.)
While LEDs seem cool to the touch, heat can be a significant problem, and could cause a product failure. Though excessive heat is not going to cause a color shift that results in a red stop light changing to green, the traffic signal could go out, or more likely, it could dim to the point of not being easily visible.
In designing LED-based products, the heat generated both by the LEDs and surrounding components, if any, requires serious consideration by the product designer, the materials engineer, and the converter contracted to provide a viable, cost-effective solution.
Chuck Neve is technical sales representative at Fabrico-EIS (fabrico.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
Despite the downturn, several EMS companies found ways to improve workers’ lives both in and outside the plant.
With organizations tightly watching costs and a steady stream of headlines on (high) unemployment rates, it would be easy to assume that companies are no longer willing to invest in their employees. When I surveyed several EMS providers in February, however, I found nothing could be further from the truth. While programs varied, the common link was that all these companies saw investments in improving employee quality of life and skills as a practice that contributed to the bottom line. I selected some program highlights from operations in the US, Mexico, Singapore and Poland to provide a broader look at variations between countries and cultures.
MEC. According to Rick McClain, general manager of MEC NW’s Canby, OR facility, MEC chose to invest in employee development during the downturn by keeping a trainer on staff and enhancing internal capabilities. Training focused on a mix of IPC-A-610 certification training and in-house systems training. One result is that the company recently added IPC-A-610 Class III assembly capability.
There also is a strong focus on continuous improvement (CI). Employees are encouraged to submit CI suggestions that improve one or more of eight identified areas of waste: waiting, rework, overprocessing, transportation, inventory, overproduction, unused employee creativity or motion. At a facility level, MEC has a game similar to the TV show Amazing Race. In this “race,” employees pick a spot on a world map and then earn “miles” based on tracked company improvements. Metrics tracked are revenue, on-time shipments, warranty returns, employee improvements implemented, parts per million (PPM) defect rates and employee fitness (i.e., miles walked, swam or biked). A conversion chart is used to assign miles to each category. If the target mileage is hit, there is a luncheon and prizes that reflect the country originally targeted on the map.
As the metrics example indicates, there is also a wellness program. The company hosts an annual Wellness Fair featuring 10 to 20 vendors and benefits specialists who offer advice on fitness options. Biometric screenings for employees are free, and results are translated to recommendations for a healthier lifestyle. Fitness activities such as walking are encouraged and there is monthly recognition for employees living healthy lifestyles. Fitness club discounts have been negotiated as well.
EPIC Technologies. EPIC Technologies maintains a strong focus on worker training and quality of life in its US and Mexico operations. Here, we focus strictly on its programs in Juarez, Mexico. Mexican law mandates a wide range of employee benefits related to onsite health care, bonuses, vacation and sick leave. EPIC’s programs exceed these minimums. According to Salvador Baca, EPIC’s Mexico human resources manager, good benefits are one way to reduce absenteeism, tardiness and turnover.
Although Mexican law only requires infirmaries be staffed by nurses, EPIC has an onsite doctor too. Nurses are present on all shifts and the doctor during the day. The facility provides prescription medicine and immunizations. Employee families are also treated. According to Baca, the benefit of this extra health care option is improved health for employees and less lost time, since the government’s health care system typically has long waiting times.
The company also has invested in training. A teacher conducts classes within the facility to help employees who haven’t completed high school study for their degree. After six months on the job, employees are eligible for an annual $400 scholarship for special training. In special cases, tuition reimbursement is provided for programs toward a job-related degree. Employees are also sent to schools around the country for special programs related to IPC, ISO/TS-16949, or customer-required training.
While emphasis is on CI initiatives throughout the year, EPIC drives an extra focus on quality once a year with its Race for Quality event. The race adds a competitive element to Lean projects and kaizen events for three consecutive months. Goals are set for projects for each month. If the goals are met, employees get a prize and the best-performing shift gets a double prize. Each monthly goal is more difficult, but prizes are improved as difficulty increases.
Also, focus is on social activities, as Mexico has a very family-centered culture. For example, a special Mother’s Day celebration in May includes mariachis, a special lunch and raffles for all employees who are mothers. Families are invited to an annual picnic in July. A Christmas party for employees in December includes a special dinner and gift for each employee. Sports teams also have been organized. There are internal tournaments for soccer, and the teams also play in a city league with other factories. Basketball and volleyball tournaments are held.
“These types of activities improve the company by encouraging better communications and working environment,” says Baca. “This type of teamwork and communications creates more ownership.” It is not unusual to see companies without such activities experience 25% more turnover than those that invest in expanded benefits, he adds.
Unique at EPIC is its Values Program targeted at employees’ families. Employees who sign up to participate are given monthly homework assignments to take to their children. The assignments are focused on core values such as justice and responsibility. “We want to invest in the community and send strong values messages out to families,” said Baca.
Employees who work with their children in this program are recognized by EPIC with a small gift. At the end of the year, EPIC has a party with the families that participate.
CEI Contract Manufacturing. During the downturn, when asked if layoffs would help create better shareholder value, CEI contract manufacturing managing director Ka Huat Tan replied, “Do you want to create shareholder value for the next three months or the next 10 years?” Not only did the Singapore-based EMS company have no layoffs, it continued to pay small bonuses.
“When times are hard, people become uncertain and edgy,” Tan said. “It is important to make sure people feel valued. CEI is very sensitive to that. We had our HR department informally communicate that there would be no layoffs. During the worst of the downturn, we kept our staff busy with additional training, funded in part through Singapore Economic Development Board incentives. We also bought a new factory with gross space of 40,000 sq. ft. and continued to invest in new technology, which signaled employees we were committed to long-term growth.”
That decision also had positive impact on the bottom line. In 2009, the company received nearly S$600,000 in job credit incentives because it maintained its employment levels.
Tan believes people are a company’s most important asset, but cautions that simply stating that is meaningless if not backed by actions. For example, Tan asked his managers to watch for employees who might be experiencing financial difficulties. While the company didn’t provide cash in those cases, it did provide informal assistance, including suggestions on contacts or resources that could help. “The goal wasn’t to give employees in financial trouble a handout, but instead create a supportive environment that made it easier for them to fix the issues themselves,” said Tan.
CEI has a Work Life Balance committee that consists of a safety committee, a sports committee, a special interest group committee and an HR committee. The company’s Wellness Program is quite comprehensive. HR organizes a 1.5 to 2 hr. quarterly seminar that focuses on health-related topics such as stress management.
Sports teams have been organized for bowling, table tennis and badminton. The company also holds a Sports Day at a local stadium and gets almost 100% employee attendance at the event. There is a recreation room in the facility used for table tennis and yoga classes. A gym with a treadmill, cross trainers and a fitness instructor were recently added.
CEI funded 80% of a 2009 medical checkup to encourage all staff to have diagnostic testing. This testing program provides them with a measure of the general health of the company’s employees that can be compared to Singapore averages. “The statistics show there is room for improvement. Part of showing you care about employees is identifying areas for personal improvement and encouraging them to improve. By studying overall health trends and tracking sick leave, we can tell who abuses sick leave and who truly has health issues that need to be accommodated,” said Tan.
At the last dinner dance, the organizing committee invited staff members who have been exercising to talk about what they’ve learned in the process. Participation in extracurricular wellness activities is part of the equation in determining the size of an employee’s bonus. But CEI’s program also has punitive measures. A pattern of sick leave abuse can impact annual bonuses.
Tan sums it up simply: “We try to encourage the best in our employees, but also have checks and balances to address issues such as sick leave abuse.” Kimball Electronics Group. Kimball has strong programs for sharing corporate values and incenting individual employee development. According to Julie Dutchess, Kimball Electronics Group’s global HR director, the company has been administering Vision and Guiding Principles Surveys in its Poznan, Poland, facility since 2004. In 2007, the Poland group included an additional step in the survey process to provide group and production unit leaders with 360° feedback on softer management skills. Employees’ comments for improvement in previous guiding principle surveys were used as criteria in the feedback process.
“Polish culture always placed high value on work ethic and accomplishing goals, and when they added focus on the softer interpersonal relationship management skills, they could see the positive impact,” Dutchess said. “The survey allows us to measure how supervisors and managers are improving in terms of the way they manage. Tracking rating trends the same way we track metrics for on-time delivery or quality has helped the staff to realize the importance of this area of management skills, and we have seen visible improvement over time.”
Another area of improvement has been in worker skills. Originally, employees’ jobs were focused fairly narrowly. As the company’s customer base has grown in size and diversity, so has the need for greater flexibility on the floor. Keeping headcount the same meant training operators for several job stations.
“Originally people didn’t like this. They were used to doing the same job. We told them that if they were willing to develop themselves and gain new knowledge through training, their promotion ability and earning potential would grow. Some embrace this; others do not,” said Magdalena Okon, the Poland facility’s HR manager.
The new program created a core group of employees called multi-operators. When demand varies, Kimball can very quickly shift employees between production lines. To qualify as a multi-operator, the operator must be trained and certified for 60% of the job stations within the production area.
Multi-operators are paid more and are prioritized for promotion to higher levels, such as group leader or transfer to other departments. Okon points out that this has helped to create a clear path for career advancement on the production floor. Currently 80% of internal promotions come from the pool of production operators. One other path for career advancement is Kimball’s Individual Development Program. “People development is everyone’s responsibility. HR supports by providing engagement, tools and knowledge. Participants must have a vision for their career. Kimball can help, but the employee is the owner of their own development,” said Okon.
IDP has several goals:
Development and retention of key employees.
Assurance of successors for key management positions in the organization.
Improved employees’ satisfaction as the result of advancement potential.
A class of candidates are selected every two years. Candidates must fill out an application that outlines long-term career aspirations and a plan to achieve them. There is a a follow-up interview with HR and their immediate supervisor. Managers in each department then nominate the employees they feel have the most development potential.
An IDP Council composed of the managers of the facility, quality, production, HR and an HR specialist reviews the nominees and chooses final participants. It is interesting to note the selection process looks at organizational resources in terms of availability of mentors and the availability of career path advancement, in addition to the relative merit of each candidate. No more than seven candidates are selected per IDP class.
Once selected, the candidate, HR and the candidate’s immediate supervisor identify the key skills that need to be developed to perform well in the final position and create a detailed plan that lists skills, development activities, responsibilities, timeline, risks, cost and status of execution. External consultants verify the level of competencies while the candidate is in development. Every six months, HR checks plan status and collects feedback from participants. The information also is discussed with the IDP Council.
“Not everyone stays,” Okon said. “In some cases, there is no path for further progression, and a candidate opts to leave the program to pursue other opportunities. We do debrief candidates who leave to determine what went well and what could be done better. It is definitely worth the risk of investing in training. In the end, even when we lose someone because the organization is not ready to utilize his or her full potential because a desired advancement opportunity isn’t available, we still have the opportunity to get some benefit from his or her talent while the candidate is growing. We would probably lose the candidate much sooner if we did no development. The program has helped fill some key slots.”
One key measure of the success of Kimball’s program is turnover. According to Okon, while voluntary turnover in the Poznan region averages 8% per year, Kimball’s Poland facility’s annual turnover rate is 2%.
Each of these companies has taken basic good management practices and used them creatively to increase motivation and productivity, reduce turnover and improve employee quality of life. Given that employees are often the key differentiators between one EMS provider and another, it appears money well spent.
Susan Mucha is president of Powell-Mucha Consulting Inc. (This email address is being protected from spambots. You need JavaScript enabled to view it.), a consulting firm providing strategic planning, training and market positioning support to EMS companies. Her book, Find It. Book It. Grow It. A Robust Process for Account Acquisition in Electronics Manufacturing Services, is available through barnesandnoble.com, amazon.com and the IPC and SMTA bookstores. Her column runs bimonthly.
Eliminating waste through Lean principles means balancing tradeoffs.
Practitioners of Lean manufacturing are familiar with Taiichi Ohno’s seven deadly wastes: overproduction, waiting, transportation, inappropriate processing, unnecessary inventory, unnecessary or excessive motion and defects. While focusing on waste elimination in each of these areas is desirable, often dealing with production realities means tradeoffs must be made.
As a result, reducing costs by improving efficiency drives manufacturing and quality engineers to become combinations of risk analysts, strategic planners and coaches. This is because all wastes tie into one another and reducing one may fix others. So, the most effective Lean strategies look at the overall organization and the way each action impacts other actions. A robust Lean program emphasizes to each employee that customers include both the party receiving the product and the person who touches a product after they finish processing it. The result is an organizational culture that focuses on improvement, but also recognizes constraints.
Cause and effect. Nowhere are constraints more evident than in the electronics manufacturing services environment. Even when customers are targeted based on their maturity in Lean practices, variations in forecasting, processing and supply chain are introduced with every new customer. This month, we look at each of the seven wastes and likely tradeoffs that must be considered. We also look at practices EPIC has found successful in achieving balance between Lean best practices and the reality of serving a diverse customer base.
Overproduction is a waste typically driven by inefficient processes and as such, it often reflects elements of the other six wastes. Overproduction results when inefficient processes drive higher scrap levels or shortages, and production output is increased to ensure demand is met. Automation is one way to increase production efficiency and quality, but EMS automation strategy needs to be flexible to support likely variations in product configuration and demand. Higher levels of automation can also drive higher cost, so the “perfect” level of automation may never be achievable. Plus, automation is only half the equation. Preventive maintenance and calibration are important in ensuring repeatable processes, as equipment that fails or is out of spec will add bottlenecks or defects. Smaller lot sizes can help minimize overproduction, but every changeover introduces an opportunity for failure and decrease in operational efficiency.
EPIC’s model looks at automation strategy carefully. Equipment and process variation is minimized. The same platform is used in all facilities, so improvements made in one facility are easily transferred. Specialized wave solder equipment and vapor phase reflow are used to create a broader process window that either permits automated changeover or doesn’t require any change between products. All SMT lines are identical. There are no specialized topside or bottom-side lines.
Production personnel are cross-trained in multiple processes so they can move between processes based on demand patterns. Smaller lot sizes can be processed with minimal changeover impact, and demand variations driven by multiple customers are accommodated with minimal waste of resources or bottlenecks. Design for manufacturability/testability (DfM/DfT) recommendations help guide customers toward practices that better utilize production resources and minimize defects. The effect is minimized overproduction.
Waiting is a simple waste. Products in wait state at any point in production are essentially stagnant money merely sitting on the floor. Increasing throughput by processing in smaller batches converts waiting to free cash. However, elimination of waiting is achievable only if material is available. A single, inexpensive passive component delay can halt a production build, negatively impacting inventory turns and cash flow.
EPIC’s system typically processes product into finished goods within 48 to 72 hr. Material bonds are established and buyers are focused not on ordering to JIT demand, but on managing exceptions down the pipeline. The result is the ability to identify potential material shortages with long enough lead-time to address the issue. The DfM/DfT discipline, broader process windows and smaller lot size philosophy described above also contribute to reduced bottleneck potential and an overall reduction in wait time between processes. The net effect is improved inventory turns, increased cash flow, and improvements to on-time delivery.
Transporting is the waste of excessive movement. Transport waste can be created in many ways. A poorly laid out facility is often the biggest driver of transport waste. However, inefficient automation or too much process segregation can also drive this waste.
Our factories are designed to minimize transport by moving production in a synchronous manner according to general processing requirements. Where possible, multiple processes are combined both to eliminate transport waste and potential defects that can be introduced in isolated processes. For example, in some build-to-order projects’ final programming, test and packing are combined at the test station. This minimizes transport between workstations, eliminates the possibility that varying configurations will be mislabeled, and optimizes process takt times to improve product flow.
Inappropriate processing is waste driven both by lack of DfM/DfT discipline and by lack of sufficient documentation control. This can be a more difficult waste to control in the EMS environment because customers may reject DfM/DfT recommendations, and robust documentation requirements can create bottlenecks. EPIC’s DfM/DfT system prioritizes recommendations to make it easier for customers to understand how critical each recommended design change is to overall product quality. Documentation control is centralized to make sure production only has access to the most current revision of work instructions. Design travelers accompany each work order to ensure that during shift changes or personnel changes there is a clear trail on what is being processed. Smaller batch sizes also contribute to minimizing this waste.
Unnecessary inventory is also a challenging waste to minimize in the EMS environment. Unnecessary inventory comprises raw material, work-in-process and finished goods inventory. While smaller lot sizes can minimize WIP, the relationships with customers found in EMS means forecasting and supply base choices are often a compromise between customer preferences and Lean best practices. Economy-driven variable demand further tests the system.
In the EPIC model, the program manager starts by developing the customer order replenishment methodology. The tool for determining visibility into the customer’s demand is defined (i.e., ERP, EDI, etc.), and replenishment “pull” signals are defined.
Once these issues are addressed, initial finished goods kanban bin sizes are established. Trends are analyzed and bins resized as appropriate with customer approval. Strategic suppliers produce to the MRP forecast and ship to EDI release signals. Consignment, in-house stores and vendor managed inventory programs are used with strategic suppliers to maintain buffers closest to the point of use.
Pipeline status or “bond” reports are regularly reviewed with supplier teams to ensure buffers and replenishment streams are able to support planned production within a range of variation based on past historical demand, current forecasts, customer service lead-time guarantees to their end-market, manufacturing lead-times and transit lead-times.
Like the wastes of transport and inappropriate processing, unnecessary or excessive motion costs money and slows throughput. And, as with the waste of inappropriate processing, customer reluctance to implement DfM/DfT recommendations can be a constraint in improving efficiency.
EPIC’s automation strategies, DfM/DfT process and focus on designing factories with sequential processes all help improve efficiency, but ultimately, the most success in reducing this waste comes when customers are willing to adopt DfM/DfT recommendations. Engaging the EMS provider during the design stage ensures optimal process efficiencies, translating to a successful and cost-effective product launch.
Excessive defects represent both the seventh waste and a byproduct of most of the other wastes. They drive unnecessary inventory and overproduction. However, completely eliminating defect opportunities carries a high cost, and most EMS providers make tradeoffs to minimize defects while aligning with customer cost goals. Other defect minimization practices include:
Eliminating non-value-added activities.
Minimizing touch labor.
Maintaining a well-trained workforce.
Using Six Sigma tools to analyze root cause of defects.
There is no one right formula for eliminating any of these wastes. The best course is developing a strong production framework with processes that accommodate the bulk of customer requirements, and fine-tuning as required.
Ryan Wooten is engineering manager at EPIC Technologies (epictech.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
Shipments and revenues should skyrocket in 2010, leaving the spectres of 2009 behind.
IC revenue will stage a comeback this year, growing 18.8%, with unit growth a tick lower at 18%. Both figures are considerably better than the 8.8% decline in revenue and 6.9% decline in shipments in 2009.
DRAMs are anticipated to be the largest growth area for ICs, with revenues up 40% in 2010. Numerous analog chips, including regulators and references, computer, communications, automotive, and industrial applications; special purpose logic chips, including consumer, computer, communications, and automotive; flash, EEPROM, 32-bit MCU, and standard cell and PLD chips will see revenue growth rates in excess of 15%.
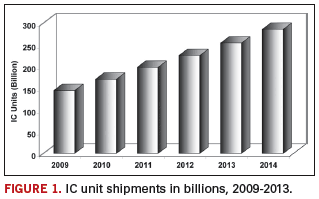
Shipments should continue to climb at least through 2013, according to NVR data. Unit growth should top 100 billion over the four-year span of 2009 to 2013 (Figure 1).
What’s driving the recovery? Low interest rates, low oil prices, and the stimulus packages instituted around the world are all contributing to a stabilizing economy and upturn. Purchases were less than the replacement market in 2009, and pent-up demand is pulling the market in a positive direction.
Cellphones, particularly high-end smartphones, will see high growth rates. Smartphones are gaining in popularity and becoming a larger piece of the cellphone pie. Anything handheld and somewhat affordable that keeps us connected to the rest of the world seems to be doing well. New product introductions such as Apple’s latest iPhone are hot topics; the iPad is expected to do well, and Research in Motion’s Blackberry has been doing well for some time.
Netbook computers, with prices as low as $200 during holiday sales, and notebook computers are driving up IC demand. Other high growth areas include 3-D and digital TVs, DSL/cable modems, flash drives, memory cards, set-top boxes, digital cameras, automotive, and an assortment of audio applications.
The economy is stabilizing, which is easing fears of spending on consumer goods. The housing market, which took down the economy by taking the credit markets with it, is stabilizing, and the ratio of income-to-housing expenditures is more balanced than it was previously.
The automotive market, host for numerous ICs, fell substantially during the downturn. This market did benefit from the cash-for-clunkers program, although automotive sales receded again after the program ended. But it became a booster to spending, which helped. And automotive is expected to turn up in 2010 and beyond, particularly in areas such as China. Overall, spending is higher now than it was in the depths of 2009, and that is what is pulling us up and out of the sloth of 2009 and will carry us to a more positive future.
Sandra Winkler is senior industry analyst at New Venture Research Corp. (newventureresearch.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. This column runs bimonthly.
Our newest columnist seeks to expose the synergy of fabrication, assembly and end-use.
Hello! I’d like to take a few moments to introduce myself, though I feel like I have known most of you for years. I have the opportunity to write this column as a result of my predecessor, John Swanson, moving on to smaller and more expensive things. John has taken the task of expanding our business to include electronic packaging. After 10 fast-paced years in the industry, I now find myself managing a business unit.
A little about me. I love yoga. It never allows my mind to travel to the pressures or issues encountered in life. But what I enjoy most is that I usually feel like a superhero after the class is completed. This last time, though, there was a new instructor, who began the class by saying, “Tonight we are going to concentrate on the basics.” Great, I thought. How can I reach superhero strength if we are going back to the beginning?
Yet, I left an extremely sore and beaten woman. Not only was I a better person than the one who entered, but I had my idea for this column: How can we expect greatness if we do not pay attention to the basics?
It’s cliché, but building a strong foundation paves the way for success in everything we do. Consider process control. Again, I know part of you is cringing, but there is another side that remembers the last three product issues experienced came down to poor process control. Ensuring good control will result in the best possible products we can make.
Did you know that when the board goes through the reflow oven, if vias are not properly plugged with soldermask, the mask cracks, leaving exposed copper? As in Figure 1, the copper found through the crack has not seen any protective coating and becomes a breeding ground for corrosion. If soldermask registration is off on a pad, and the solder cannot collapse properly, the resultant joint is more susceptible to thermal fatigue.
Imagine a BGA pad that has one side soldermask-defined, as a result of misalignment, and the other metal-defined. The solder collapse will not be uniform. During reflow, the soldermask will expand on the one side, creating pressure on the sphere, which acts as a lever. This can promote joint cracking.
Inadequate copper preparation will result in nonuniform coverage of an OSP coating. This is true for all surface finishes, though shortcuts often are taken at the cleaner and microetch steps of a process. If the copper surface has contaminants, the finish will not properly bond to the copper. This can manifest itself as nonuniform coverage, poor surface coating adhesion, insufficient thickness, solder joint voiding, and even premature tarnishing.
Also true for any surface finish is the importance of coating thickness. Believe it or not, thickness specifications were put on the technical datasheets for a reason. The specified thickness is critical to the coating’s performance. Everyone has experienced an insufficiently plated tin deposit. After one reflow, all the pure tin had been quenched by intermetallic that laughed at you on the second assembly pass.
Focusing on process flow and routine analysis can eliminate many future quality issues. Did you know sending a board twice through Pb-free HASL can embrittle the soldermask to the point where the resultant product will have much worse creep corrosion than any thin immersion silver deposit? Did you know the first instance of soldermask interface attack on an immersion silver board was found as a result of a customer continuously dragging microetch into the following rinse, which did not have a sufficiently strong turnover? Basically, the PCBs were being double-etched, and then put directly into the pre-dip bath.
On a positive note, running the right process controls can make a better product. Choosing the proper equipment for immersion tin can minimize solution air exposure and extend bath life. Premature tin oxidation and thiourea decomposition can be greatly reduced. Using the right pre-clean, including a well-maintained microetch, can enhance the OSP and immersion silver coating quality, which in both cases enhances solderability.
Maybe you do realize all this. But did you realize how much research at a chemical supplier goes into widening an operating window to accommodate the “what ifs” in fabrication? It is amazing what is asked of the surface finish on a day-to-day basis.
I don’t want this to be a finger-pointing exercise. I want to provoke thoughts on how to make process control second nature. I want to expose the synergy of the fabrication, assembly and end use performance. Every detail affects the next step and ultimately the final product.
When I started on this journey, I learned quickly that there was an application for each surface finish. They all have strengths and weaknesses. If processes are run according to specifications provided, and the same can be said for the processes around them, the resultant product will be superior. There are many instances where a coating outperforms the expectations of the chemical supplier, fabricator assembler and end-user. Imagine a surface finish produced as a result of everything run under optimal conditions: superhero status.
Lenora Toscano is final finish product manager at MacDermid (macdermid.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
Will companies in the land of key suppliers remain powerhouses?
While much of Asia is recovering from the economic downturn, Japan still struggles. While some improvements can be seen, a difficult road is ahead. According to Japan’s Cabinet Office, the nation’s economic composite index rose 1.6 points to 95.9 in November, gaining ground for the eighth consecutive month, on a production recovery driven in part by China’s economic growth. This marks the first time since 1997 the index has moved up eight months in a row, prompting the Japanese government to state for the second straight month that the overall economy is improving. Manufacturers’ output continued to increase, with the industrial production index rising 2.6% and shipments of producer goods climbing 1.6%. Large-scale power usage grew 2.2%, signaling that factory-operating rates are improving. Sales in wholesale trade were also strong. However, the composite index was still below the levels seen before the financial crisis erupted in autumn 2008, and domestic demand remains sluggish. Sales for small and midsize manufacturers slipped 1.2% in November. According to BNP Paribas Securities (Japan) Ltd., real GDP growth will likely be 4% for the December quarter. While Japanese GDP still places it as the second largest economy in the world, the country may not be considered the economic powerhouse that it once was. Toyota’s massive recall is the latest blow to the Japanese corporate image, at least for that of quality. The country is a far cry from the days back in 1989, when the late Sony founder Akio Morita and politician Shintaro Ishihara published the famous The Japan that Can Say No.
Will companies in the electronics industry remain powerhouses? The recent Global Semiconductor Packaging Materials Outlook, published by SEMI and TechSearch International, revealed that Japan-headquartered companies hold major shares of the semiconductor packaging and assembly materials business. Ibiden and Shinko Electric are the two top laminate substrate suppliers in terms of revenue. Japan-headquartered suppliers dominate the global leadframe market, holding more than 50% in revenues of the 2009 market. Japanese mold compound suppliers accounted for greater than 70% of the global mold compound market. These companies include Hitachi Chemical, Kyocera Chemical, Nitto Denko, Shin-Etsu Chemical, and Sumitomo Bakelite. Japanese companies such as Shin-Etsu and Namics are also major underfill material suppliers. In die attach paste, Japanese companies hold a smaller share, but in die attach film, Hitachi Chemical dominates the market and Nitto Denko is also a key player. In solder spheres, Senju Metal Industry has maintained its leadership position for many years. Many of these firms have been a great source of new material developments critical to our industry. While no one expects another plant explosion that cuts the world’s supply of a material, such as the one that took out one of Sumitomo Bakelite’s mold compound plants many years ago, it is critical that materials research continues to meet the industry’s evolving needs. As the industry moves into the next silicon technology nodes and ultra low-k dielectrics, new material development to meet packaging needs will be critical.
Unprecedented unemployment. Major Japanese companies are going through a period of layoffs not seen since before World War II. With recent changes in Japanese law regarding the use of temporary and part-time workers, large Japanese companies are not only closing plants, but are shedding large segments of their workforces. Even Japanese subsidiaries of multinational companies have closed operations, such as the closing of Nokia’s R&D center in Japan, which put approximately 200 researchers out of work. All these practices have created a large number of “consultants” available for hire – a development that may be beneficial to overseas companies seeking assistance gaining greater understanding of business practices and means to better penetrating Japanese markets.
What does the future hold for Japanese electronics companies? Will they still be able to maintain the strong commitment to R&D in electronic materials and other areas? Will the latest mergers between companies such as NEC and Renesas result in a stronger, more able electronics company? What future mergers can be expected? A prediction: Japanese companies led by “maverick” thinkers in executive roles will be the ones that prosper. The fate of Japanese corporations that do not evolve to meet the new economic challenges is uncertain. CA
References 1. Nikkei, Jan. 9, 2010.
E. Jan Vardaman is president of TechSearch International (techsearchinc.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. Her column appears bimonthly.