Optimal cost management means material prepped for production needs real-time monitoring on the factory floor.
Manufacturers deploy various manufacturing systems that provide necessary controls, enable data collection, support cost-saving initiatives, provide a means for compliance, and help decrease time to market. Yet most remain as islands of information, and provide the value intrinsic within their own confined systems. How can real-time material management manage costs and improve inventory turns? What are the benefits of having a quality system talk to a traceability and material management system? Can we optimize overall equipment effectiveness by enhancing links between material flow, quality and surface mount technology programming, and monitoring data? How can we increase revenue?
The typical organization likely has purchased and deployed various manufacturing systems, either based on customer requirements or internal process improvement initiatives. Those systems have been painfully deployed, causing all kinds of havoc to existing operating processes and risks to quality. Now that the tough deployment is done, and systems seem to be running fine, how is this leveraged to improve business? Can the organization better compete in the EMS manufacturing world using these manufacturing systems?
Let’s review the systems typically deployed at EMS and vertically integrated manufacturing companies. A quality management system (QMS) ensures that product quality is collected and monitored through the assembly process. At key inspection points in the factory, operators visually review a board, scan or enter board identifiers (serial numbers or barcodes), and a defect code that reflects the issue with that board. Those data are collected for each board and pushed into a database for mining later. The value of those data depends on the capabilities and limitations of the solution, the creativity of the team, and how those data are mined. Good business intelligence solutions are most effective at this point, and should not be confused with manufacturing intelligence (focus on overall manufacturing visibility of key aggregated data/metrics for upper management).
The main goals of QMS are yield rates (first pass, order, absolute); defects per million opportunities (DPMO); DPM per assembly, order, and functional area on the production floor; storing historical data for trend analysis and post-mortem root cause analysis; ensuring on-time shipments (no production stops due to rework); performing preventative and corrective actions; maintaining and ensuring conformance and compliance, and providing statistics for OEE.
Manufacturing operations management (MOM) systems control and ensure boards move in a predefined path on the factory floor and at each of these locations. Board information is recorded to ensure work in process is registered and monitored. A shop-floor system answers the following questions: Was the correct SMT line used? Was it handed off to the right manual insertion line or stations? How many boards of a specific work order are in test or final QA? How long did it take? How much inventory was used, and when? Did the product go down a RoHS-compliant line?
Some systems also include traceability. Which part numbers are placed on a board is added to the information and used to create a build record for that order and/or assembly.
Enterprise resource planning systems are complex systems that handle purchasing, order management and planning functionality within manufacturing companies. The ERP provides the information on what needs to be built (work order), the quantity to be built, and the parts to use (bill of materials, company-specific part numbered lists). ERP systems also manage available inventory to ensure the correct amount purchased, and, at production order completion, that the customer is shipped to, invoiced or billed.
You’ve implemented a QMS, an ERP and even a shop-floor system or full MOM. Now what?
Interoperating to Manage Cost
Cost management is tied to factory management. Key cost contributors in most factories include material use, rework, returns and overstock.
Interoperating systems that “talk to each other” help manage costs. The largest variable cost in manufacturing is the material. Purchsed raw material (components) sitting in stock depreciates in value. Material sitting on the factory floor costs money and goes into a void, where only regular inventory counts, or manual material counts, bring them back into view – typically, too late to make any adjustments before diminishing inventory turns.
You can completely eliminate the problem of material shortages on the production floor. What if you knew exactly how much material is needed? The average factory sees about five material shortages per line per week, according to a study by the Aberdeen Group (Table 1). While that material is being pulled, production is stopped, adding to the opportunity cost.
To truly achieve cost management, material pulled out of stock, kitted and prepared for production, needs to be monitored real-time on the factory floor. As feeder errors, nozzle rejects, and drops add to the consumption of the material issued, the stock room needs to be alerted and advised of materials needed (like part numbers), and the stock and delivery location (line and machine).
Only if an SMT monitoring system is interoperating with a material management solution in real-time (which polls the consumption and generates these material pull instructions) can this be achieved. Knowing that a part will be out is not enough. An alert when material is out in a machine or feeder provides no additional value. In most cases, that’s the status quo. If the monitoring system provides low-level warnings that a part will be out after five or 10 additional boards, then we truly can react in time to provide material: This is a predictive solution.
Material management is complex and essential, with several factors to consider. Material availability rules can be modeled in a cost methodology. It may be more expensive to pull some parts from stock over others. Pulling inventory should be done using a first-in-first-out approach, so oldest parts are pulled first; older parts are cheaper. Inventory issued to production that sits in floor stock is cheaper than inventory in a main warehouse. Moisture-sensitive parts sitting in dry ovens or dry storage locations must be considered. If they are not ready to be pulled from storage, they are not available. This costing model must be part of the material management system, interoperable with the SMT monitoring system to effectively pull the right parts to the right locations just in time.
How best to execute this process of costing? Will the warehouse or material handlers know what to do, when and to where? A communication mechanism must be created to eliminate errors and maintain process quality. The material management system should poll the SMT monitoring system at regular intervals and generate a picklist. Polling can be configured based on production rates, production line size and the frequency of expected material requirements, so the consumption data are queried and a picklist is generated when needed. This picklist will alert the material handler to pull the appropriate material from their stock locations (production floor stock, raw material warehouse, etc.) by generating a barcoded or paper picklist used to fullfill the order.
Once material is ordered, it is routed to the production floor for use. For high-volume continuous production, picklists and material arrivals can be done at regular intervals to ensure production lines are never starved for material. Production stoppage due to material shortage is no longer an issue.
For vertically integrated manufacturers or EMS companies that produce high-mix with high volume, the challenge is to ensure material is ready and constantly available, and between work orders (with 75% similarity in parts), plus minimize the changover downtime.
Changeover is the process of preparing an assembly line for a new production order. In most cases, this means changing conveyors, NC programs, documentation, active order selection and material. Typically, variant products are built on the same line so they can avoid changing the conveyors, thus replacing only the materials and programs associated. However, this poses a new problem: how to change all the materials (feeders, reels, bins, trays) efficiently. The answer: interoperability between material management and SMT monitoring.
The SMT monitoring system (machine vendor or third-party) has knowledge of part number location (or where they need to be located), and at which slot/feeder on the machine. It contains the program information, which program is active, and defines which one is next. Knowing this and pulling the information ordered by the picklist generator, changeover instructions can be created easily. The only way to ensure the right changeover instruction is generated is by using the actuals on the machines (Figure 1), rather than planned by engineering.
Real-time changes happen all the time in factories. To achieve efficient changeover, correct material must be available, and only the changes should be done; excess material or time spent is waste.
Knowing where all material is at any time increases productivity and cost efficiencies. Pulling material as it is needed, and not over-pulling, adds additional efficiency into the process. Reduction of WIP and faster material movement increase productivity and inventory turns. This focuses manpower on productive tasks, further managing costs.
Managing Rework and Quality
After implementing the material manager solution, the material handling, inventory and changeover efficiency issues are handled. But there are other places where costs are hidden: quality returns and rework. Rejected boards from in-circuit testers, flying problem testers, functional test units, even manual inpection stations: All need further troubleshooting and fixing. If an unexpected rework has been identified, and the volume increases, it puts stress on the whole ecosystem. Are there enough replacement components to rework those boards? Is certified manpower available to perform that rework? Will we hit the due date for that customer order?
QMS should be able to alert management if accceptable quality levels are not met in real-time. It is too late if AQL breaches are found in post-mortem analysis. Alerts should be set up as escalation of notifications for many of the following: the number of repair loops met (e.g., three test and repair loops maximum per board); AQL; first-pass yield percentage; consecutive failure of the same type.
If QMS and material manager are interoperating, evaluating the inventory of the required components and pulling the required material to the rework stations as needed can be done. In post-mortem analysis, if the QMS identifies a high failure or defect count on a specific component location on an assembly, that information can be tied to the material manager to find the specific vendor, part number, and lot for additional supply-chain quality analysis.
Using the QMS and material manager to identify quality problems during production is the most efficient way of managing costs before the costs occur.
Overall equipment effectiveness is determined by the availability, performance and quality percentage parameters. As material is delivered to production equipment and stations as needed, the performance metric is greatly improved due to the lack of stoppage from starvation. As QMS interoperates with SMT monitoring and shop-floor systems, quality defects found in inspection stations (automated and manual) can be traced back to their source assembly machines, and further analysis of the root causes can be performed. Some examples of these include nozzle problems, high feeder errors or machine uptime issues.
Most manufacturing plants have deployed manufacturing systems. When those manufacturing systems talk to each other, much higher value can be realized. If a completely integrated manufacturing system solution is available, the benefits described of managing costs and improving customer satisfaction can be realized out of the box.
Jay Gorajia is the support manager for the Mentor Graphics Valor Division; This email address is being protected from spambots. You need JavaScript enabled to view it..
Why common metrics fail to root out the causes, and actually add cost in the process.
Many companies adopt a reactive approach to measuring the cost of (poor) quality that focuses on defects and nonconformities. Most companies measure scrap, rework and customer returns, and often “fix” the problem through increased inspection or process adjustments. However, those fixes often fail to eliminate the root cause of the problem.
We try to take a more proactive approach by educating customers on ways to reduce the cost of poor quality through upfront planning. This month, we look at the top five areas where a proactive approach saves money and capitalizes on the efficiencies inherent in a Lean manufacturing philosophy.
1. Failure to adopt DfM recommendations. Lean manufacturing is most efficient when consistent processes are in place. Comprehensive DfM guidelines are part of ensuring repeatable, consistent processes. Optimizing designs for Lean manufacturing requires designers to balance goals for functionality, material cost and long-term product enhancement flexibility against throughput cost and logistics efficiency.
Poor pad geometry and component layout location contribute most to poor quality. In addition to increasing the potential defects, poorly designed PCBs add processing cost.
For example, improperly sized through-hole pads and holes will result in unacceptable solder joints, which drive added inspection and touchup. Lack of fiducials, improperly placed fiducials, or fiducials in the wrong shape or size affect the accuracy of SMT component placement.
Incorrect orientation of bottom-side SMT components can increase the frequency of opens and shorts, resulting in a reduction of quality and increased inspection and touchup. Incorrect SMT land patterns can cause opens, shorts, tombstoning, etc., resulting in a reduction in quality and added inspection.
2. Design that drives manual processing. Hand insertion vs. automatic placement triples the labor cost. Hand soldering vs. wave or reflow soldering results in triple the cost of automated soldering multiplied by the number of leads being hand soldered.
3. Component selection. Component sourcing decisions can impact quality, process efficiency, schedule flexibility and product delivery. Consider materials compatibility, thermal characteristics and the component’s ability to anticipate heat cycles, availability and supplier quality track record.
Sole sourcing components adds additional complexity and potential cost, since it limits options in the event of quality or availability issues. When a Lean manufacturing process is involved, another consideration is whether the component supplier will support Lean supply chain principles.
4. Design for test and testability. Lean test strategies often use standardized test platforms. Efficient in-circuit test requires a PCB designed to industry standards and with good access points. And, a robust test process can detect both workmanship and non-process-related defects. According to an Agilent study, analysis of manufacturing defect root causes suggests 10-15% of defects are actually attributable to nonfunctioning parts or defective materials, rather than being assembly process related. EPIC has seen similar statistics in its internal defects analysis.
Test point access also can be a significant cost driver. If a design doesn’t have test point access sufficient to permit automated ICT, AOI or x-ray inspection or flying probe test are higher-cost alternatives. Those tools have longer test times, are less effective in testing the product, and require greater operator interface time. Custom functional test systems alone may not provide as robust a test process and typically increase test time and overall test cost.
Functional test is another area. In many cases, customers consign less-than-optimal functional testers. Inefficiencies inherent in a poorly designed functional tester are only part of the potential cost driver. Maintaining multiple unique customer-supplied testers carries a cost. When possible, use a standardized proprietary functional test platform. When customers insist on using a poorly designed functional tester, provide a report on risks and added cost.
Stress and strain are also potential areas of concern. Design an assembly process that minimizes the potential for overstressing PCBs and a robust testing process to catch issues that may arise in this area.
5. Test correlation. With typical product cost models, it is not realistic to say that zero defects are consistently attainable. Achieving near “zero” levels attainable in a robust process requires detailed upfront planning to ensure all variables and controls are well-defined, implemented and monitored.
Test correlation between a contractor and its customers’ testing can be a challenge. The amount of non-value-added activities surrounding differences in test coverage from contractor to customer is huge when this issue is not addressed proactively. Although full test correlation is not always attainable because customers may be running tests they choose not to outsource, based on time considerations such as burn-in, all other elements of test correlation should be considered.
The key to driving down cost and eliminating costs of poor quality is all based on one thing: the contractor’s and customer’s willingness to truly work together and plan for success. The more robust the front-end planning, the more robust the process and overall product quality.
Tony Bellito is quality/product engineering manager at Epic Technologies (epictech.com). He can be reached at This email address is being protected from spambots. You need JavaScript enabled to view it..
What are bottom termination components? You may not know the term “BTC,” but because IPC is focusing on these packages, expect to hear more about them.
IPC has coined the term BTCs for descriptive package names such as QFN, DFN, SON, LGA, MLP, etc. They are in some ways similar to BGAs, which also have hidden terminations, but they are also very different. They do not have balls, but rather, metalized terminations or pads underneath the package.
“PCB Design and Assembly for Flip-Chip and Die Size CSP” Author: Vern Solberg; This email address is being protected from spambots. You need JavaScript enabled to view it.. Abstract: This paper outlines the basic elements furnished in the newly released IPC-7094, Design and Assembly Process Implementation for Flip-Chip and Die Size Components, providing a comparison of existing and emerging wafer-level and chip-size package methodologies. The focus is on the effect of PCB design and assembly of bare die or die-size components in an uncased or minimally cased format. (IPC Apex, April 2010)
Solder Joint Defects
“Telecommunications Case Studies Address Head-in-Pillow (HnP) Defects and Mitigation through Assembly Process Modifications and Control” Authors: Russell Nowland, Richard Coyle, Peter Read and George Wenger; russell.nowland@ alcatel-lucent.com. Abstract: This paper discusses several contributing factors to the head-in-pillow defects and techniques to control them. The case studies presented show that process control can mitigate HnP defects, but may not be successful for some severe examples of HnP defects. The case studies include reviewing paste printing modifications, solder paste DoE, shadow moiré scans on several problematic BGA packages, effectiveness of x-ray inspection, and cross-section analysis of failed HnP solder joints. Together, these case studies show that BGA package warpage is a major contributor, but HnP defects can occur when almost any of the assembly process parameters deviate from acceptable practices. (IPC Apex, April 2010)
Solder Joint Inspection
“Robust Automated Void Detection in Solder Balls and Joints” Authors: Asaad F. Said, Bonnie L. Bennett, Lina J. Karam and Jeff Pettinato; This email address is being protected from spambots. You need JavaScript enabled to view it.. Abstract: This paper proposes a robust, accurate, and automatic void detection algorithm. The proposed method is able to detect voids with different sizes inside the solder balls, including the ones that are occluded by board components and under different brightness conditions. The proposed method consists of segmenting individual balls, extracting occluded balls, and segmenting voids inside the solder balls. Segmentation of the individual balls is achieved by using the proposed histogram and morphological-based segmentation method. (IPC Apex, April 2010)
In the RoHS world, sharing supply lines has forced a change on defense contractors.
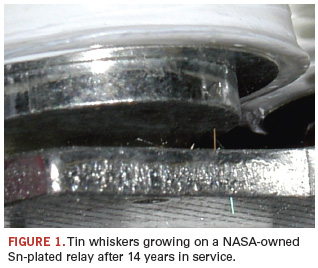
While electroplated SnPb surface finish exhibits good solderability and is virtually immune to tin whisker growth, a termination plated with pure tin is very likely to spawn tin whiskers, usually in months or years after plating (Figure 1). Tin whiskers, being electrically conductive, have been the cause of short-circuit failures.
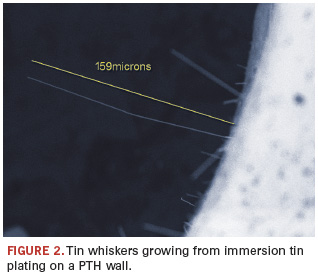
RoHS has similarly compelled board fabricators to final finish solder pads with electroless nickel/immersion gold (ENIG), immersion tin, or immersion silver (since all are Pb-free) instead of the SnPb hot air solder level (HASL) finish used successfully for some 60 years. Immersion tin has shown a propensity to permit tin whisker growth (Figure 2). Immersion silver reacts with sulfur-bearing atmospheres to form nonconductive silver sulfate, which then reacts with any exposed copper on the board to form nonconductive copper sulfate, which also causes board failure. The long-used ENIG finish is still usable under RoHS, with no major drawbacks.
When selecting components and circuit boards, the military, in spite of being exempt from RoHS, uses the same supply lines as non-exempt commercial electronics firms. It comprises too small an annual volume to influence the market (e.g., surface finish) for components or boards.
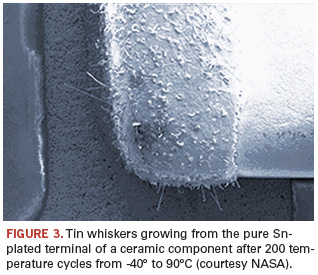
The military would prefer to have all component terminations (and PWBs) finished with the known reliable SnPb alloy rather than pure Sn, because the lead content in the tin prevents the potential of tin whisker-induced failures in electronics systems (Figure 3). To overcome the whisker risk with pure tin-plated (albeit RoHS-compliant) components (the only ones available), critical military electronics require expensive and time-consuming refinishing of component terminals. This usually is done by dipping the tin-coated component contacts in molten SnPb solder, one at a time.
Because of RoHS, the military is forced to accommodate the added expense and time of refinishing electronics component terminations. Adding to that turmoil, component refinishing adds the risk of thermally damaging the dipped components due to the hot-dipping procedure, potentially reducing the reliability of Pb-free electronics.
The US Department of Defense now is challenged to develop a department-wide policy that will preserve the reliability of SnPb electronics. This policy will inevitably include the idea of a Lead-Free Control Plan (LFCP), documenting methods used by each DoD supplier to mitigate risks for every item of electronic hardware acquired by any DoD program. This acquisition policy would cover any electronics, commercial off-the-shelf (COTS) or otherwise, for any military use. One uniform policy across all DoD components (services and agencies) would go a long way toward mitigating confusion among vendors about the need and techniques to limit Pb-free electronics risks.
ACI Technologies Inc. (www.aciusa.org) is the National Center of Excellence in Electronics Manufacturing, specializing in manufacturing services, IPC standards and manufacturing training, failure analysis and other analytical services. This column appears monthly.
Continuous improvement relies on a balance between well-defined strategy and effective execution.
Pick up any industry trade magazine or attend any conference and you invariably are exposed to the current slate of “hot topics”: Consolidation. Merger. Acquisition. Vertical integration. NADCAP, AS9100, ISO 13485 certification. New materials, new processes, new equipment. Reliability and quality. Low-cost geography. Quick turn. Intellectual property.
All are valid and valuable strategic elements. Yet, it has been said that vision – or in this case, strategy – without action is nothing more than dreams. But when you thoughtfully merge vision and action, the result is real, meaningful progress. So in today’s wild and changing environment, how do we turn these important strategic initiatives into world-class progress by effectively merging this vision and urgent action? What is the execution plan?
This author believes there are three key components to this vision/action merger: the growth of an effective Lean Six Sigma methodology forming the foundation of a culture of continuous improvement, the embrace of a vital and vibrant employee development program, and the presence of an effective leadership structure and system.
The various Lean methods and Six Sigma problem-solving techniques have been well documented, and need not be discussed here in great detail. But to any degreed engineer, a large part of the Six Sigma toolkit is what was originally taught to us as “The Scientific Method.” The Scientific Method was the cornerstone of every science class in high school and college. So, if these methods are so common and so well known, what’s the big deal? It is that the methods are not followed due to a fundamental lack of problem-solving discipline and the quest to put out the latest fire. Often, these fires are only superficially solved, left smoldering, waiting to flare again, since the true root cause was never identified and subsequently extinguished. Human nature is to deal with what will get you shot today, and a problem that went away will not get you shot (at least not today). That being the case, the Six Sigma structure and methodology is genuinely valuable because it drives a set of problem-solving methods and disciplines that value true root cause analysis, and thus prevents problem recurrence. These tools and techniques foster a data-based decision-making culture via broad use of statistical process control, well designed experiments, automated statistical analysis tools, and the use of Ishikawa fishbone diagrams and the “Five Why’s” for root cause analysis. Once a problem is solved, the proper controls are put in place, and that specific problem should never happen again. You never want to buy the same real estate twice.
Lean methodology is also critical, especially in manufacturing settings where a constantly changing product mix will quickly obsolete run rules aimed at maximizing efficiency. The variable product mix issues are amplified by new product introduction and their aggressive schedules. As such, setup reduction and lot size optimization are constant challenges and critically important, perfect applications of the Lean tools, including manufacturing associate-driven kaizen events. Lean methods, including 5S and work cell standardization, will always help improve factory efficiency, optimize overall throughput, and set the stage for effective Six Sigma tool use.
One of the beneficial improvements driven by Lean implementation is cycle time reduction. Cycle time reduction obviously is desirable to customers; shorter lead times are regularly used as a competitive tool in the sales force arsenal. But the operations team loves cycle time reduction too. A shorter build cycle time means more cycles of learning available per quarter, which accelerate iterative yield learning. Similarly, in the event of the unavoidable process problem, shorter cycle times reduce mean time to detection, and minimize the amount of work in process that may be affected. (Of course, reduced cycle times also are attractive to the CFO, for cash preservation reasons.)
Many of these initiatives start with a flourish, but then settle into a business-as-usual approach, especially if the initiative is treated as a program, rather than a new way of life. To cement these tools in the organization, one needs a comprehensive training system to proliferate these tools, with a situational delivery method to accommodate different incoming skill levels. A haphazard education system that results in a cultural backslide will be exceptionally discouraging to those who enthusiastically volunteered a few short months ago. Manufacturing teammates want to do a better job and want to be more involved, and if education and problem-solving participation is dangled in front of them without a sustainable system for 100% inclusion, the result will be far worse than before the start of the initiative. I’ll reiterate: this is not a program, but a process aimed at sustainable, continuous improvement. The employee development program cannot simply offer single-ended Lean or Six Sigma training. A truly effective program will address a wide variety of topics within the three skill sets: job content skills, transferable skills and self-management skills. All three must be collectively addressed with the individual’s personal readiness taken into account, and the resultant training must be immediately put to use on the production floor so that the skills are not merely theoretical in nature, but have been reduced to practice in a meaningful way. Employee development is a long-term investment too often sacrificed during tough financial times. This is a mistake.
Strong, vibrant leadership is the last key component, the glue that holds all this together, as well as a catalyst to make the organization more effective. Great leaders show their mettle under fire. There is a marked difference between leading and managing. Managers, by definition, manage, or react to situations after they arise. In stark contrast, leaders exercise a more predictive, anticipatory approach to their responsibilities, which always has the team moving forward in sync with the overall organizational strategy. All too often, people are put into leadership positions because they had historically been a great doer, a great problem-solver. But are they a great problem avoider? The leader is truly a catalyst, employing an effective organizational structure that fosters timely, penalty-free communication and has interlocked and cascaded SMART goals: specific, measurable, attainable, realistic and timely. Since people respect what you inspect, these goals link directly to a handful of bellwether metrics, from which the pulse of the operation can always be taken.
Many strategies can be incorporated into an organization’s operating plan. Execution and the tools to enable execution are the missing link. The proper balance between a well-defined strategy and an effective execution plan will form the foundation for a culture of continuous improvement. One without the other is counterproductive. Once this culture takes root, however, and the entire organization’s efforts are synchronized and catalyzed, the result is unstoppable.
James Fuller is vice president, development at Endicott Interconnect Technologies (eitny.com); This email address is being protected from spambots. You need JavaScript enabled to view it..