Different die and punch requirements mean more labor and material expenses.
A designer completed their first flex circuit design and sent it to several suppliers to quote. When the quotes came back, they noticed all of them had nonrecurring engineering/tooling costs that were higher than normally seen on a quote for a rigid PCB. Is this typical, or did something in the design cause this?
Flex circuits almost always have higher NRE/tooling costs than a comparable rigid PCB. And while some suppliers may opt to absorb some of these costs to win business, most costs are passed on to the customer. While it is possible that a specific design may have contributed to additional elevated NRE/tooling costs if unrealistic tolerances (part outline, etched feature to outline, stiffener placement, etc.) are specified, it is more likely this is just the true additional cost of building flex circuits. Following are several potential items that will drive up the costs of flex tooling and NRE beyond what those seen with a rigid PCB.
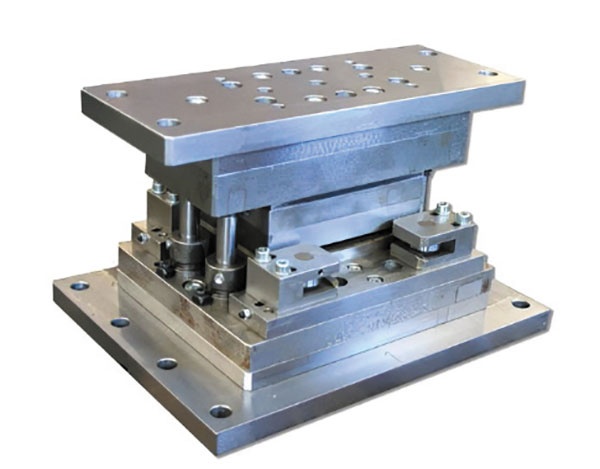
Figure 1. Hard punch and dies are complex and expensive tools that require precision machining, and near perfect alignment of the upper punch and lower die in order to produce good results on thin materials like flexible circuits. It is not uncommon for a flex circuit hard tool to weigh 100-200lbs.
NRE. It is very common with flex and rigid-flex to have features such as unbonded regions, bikini (cut back) covers, pre-punched inner layer substrates/adhesives, etc., none of which is ever used on rigid PCBs. All these features require additional engineering time and resources to develop the build sequence, die design, drill programs, and assembly instructions. Extra time equals extra cost.
Bare flex tooling. Virtually every single- or double-sided and multilayer flex will require at least one die that will be used to cut the final part outline. Rigid PCBs are usually excised from the processing panel using a CNC router, so no outline die is required. Due to the very thin nature of flexible circuits, they do not route well and are prone to tears and edge stringers after a routing operation. Plus, CNC routing is much slower than punching. For this reason, either a steel rule die (for smaller volumes) or a hard tool (larger volumes, see FIGURE 1) is used to remove circuits from the panel. The exception is rigid-flex construction. Since rigid-flex circuits have rigid areas that often don’t punch well, these circuits are typically routed. Most rigid-flex circuits have many flex layers that add thickness and improve edge quality after routing. If the rigid-flex design has very few internal layers, the fabricator may choose to either punch (another die) or laser the flex areas, then route the rigid areas.
Unbonded (loose leaf) construction. On multilayer flex and rigid-flex that requires unbonded areas to improve flexibility, an additional die is required to punch away the unbonded areas of internal adhesive films prior to lamination. Again, these may be either steel rule dies or hard tool punch and dies, depending on production volume.
Cut back (bikini) covers – rigid-flex only. Rigid-flex construction almost always requires the removal of thermosetting adhesive films in the rigid areas. Due to the excessive z-axis expansion of these adhesives, their use in through-holes and vias is discouraged for reliability reasons. Most of the thermosetting adhesive layers in rigid-flex stackups are due to the adhesive-clad polyimide cover materials. Removing polyimide covers in the rigid areas effectively eliminates these adhesives in plated through-hole areas. When cut back covers are required, two additional dies will be necessary. The first die will punch away the cover material in the rigid areas containing through holes and vias. The other die will punch the prepreg adhesives that will fill the void left by the previous punching operation. Because there is overlap of the cover material and the prepreg in the transition areas, it is not possible to use the same die for both operations.
Component assembly. Assembling components onto flexible circuits is not easy. Unlike rigid PCBs, flex circuits cannot run through the SMT process without tools and fixtures to support the flexible substrates. The complexity of these fixtures varies among suppliers, but even the simplest tools are still plenty expensive. Each tool is custom to a specific part, so there is little opportunity for a fixture to be used for multiple parts. Worse, the supplier is going to need a lot of these fixtures to assemble the circuits. Each assembly fixture will be tied up through the entire assembly process from component placement through reflow, AOI, and post-cleaning. It is possible that a fixture could be tied up for 15 to 30 minutes or longer per cycle, depending on number of components, queue time, etc. So, the fabricator is faced with either building a small number of fixtures and dedicating significant time to assembly (the cost of which will be passed on to the customer) or, building enough SMT fixtures to effectively fill up the SMT line, and then charge for the additional tools.
It should be noted that flexible circuits can be built with virtually no tooling by using CNC drills and lasers in place of punch tools and flying probe testing in lieu of an elaborate bed-of-nails test fixture. The problem with this approach is that it takes much longer to build a flex without tools, so the unit price goes way up. For prototype and small quantity projects, the total cost is usually considerably less if you forego tooling and just pay the added processing time. Waiting until after the parts are qualified is also a smart move because once a tool is built, you own it, for better or worse. If after the prototypes are built a change is necessary – the outline, for example – a new tool must be built (which the customer pays for). Once the flex design is validated, tools can be made without worrying about them immediately becoming obsolete. It is always a good idea to discuss the timing of the tooling build with the flex manufacturer. They can help determine with the best plan for a specific project.
Mark Finstad is director of engineering at Flexible Circuit Technologies (flexiblecircuit.com); This email address is being protected from spambots. You need JavaScript enabled to view it.. He and co-“Flexpert” Nick Koop
(This email address is being protected from spambots. You need JavaScript enabled to view it.) welcome your suggestions. They will speak at PCB West in October.













