Before rejecting a flux, be sure you understand the standard.
J-STD-004 was updated about five years ago, but the comingling of designations from the old (A) and new (B) revisions in industry literature has created much confusion among users. What changed, what didn’t, how does it affect flux selection criteria, and what does a user need to know? Here’s a quick overview:
Flux designation has three components. The first two letters, RO, RE or OR, represent the basic chemical composition: rosin-based, resin-based or organic acid-based. Nothing has changed there. But the next component to flux designation, L, M or H, which describes the flux’s activity level as low, medium or high, and the final component, 0 or 1, which indicates halide content, are affected by the new revision.
A flux’s activity is determined by a number of tests. Most of these tests remain the same, but two important ones have changed. The most notable change is to the SIR testing, with updates to the test’s environment, electrical bias and sampling frequency. The other major change is the elimination of the qualitative halide test; this can significantly affect the halide content portion of the designation for a large number of fluxes. Table 1 summarizes the changes.
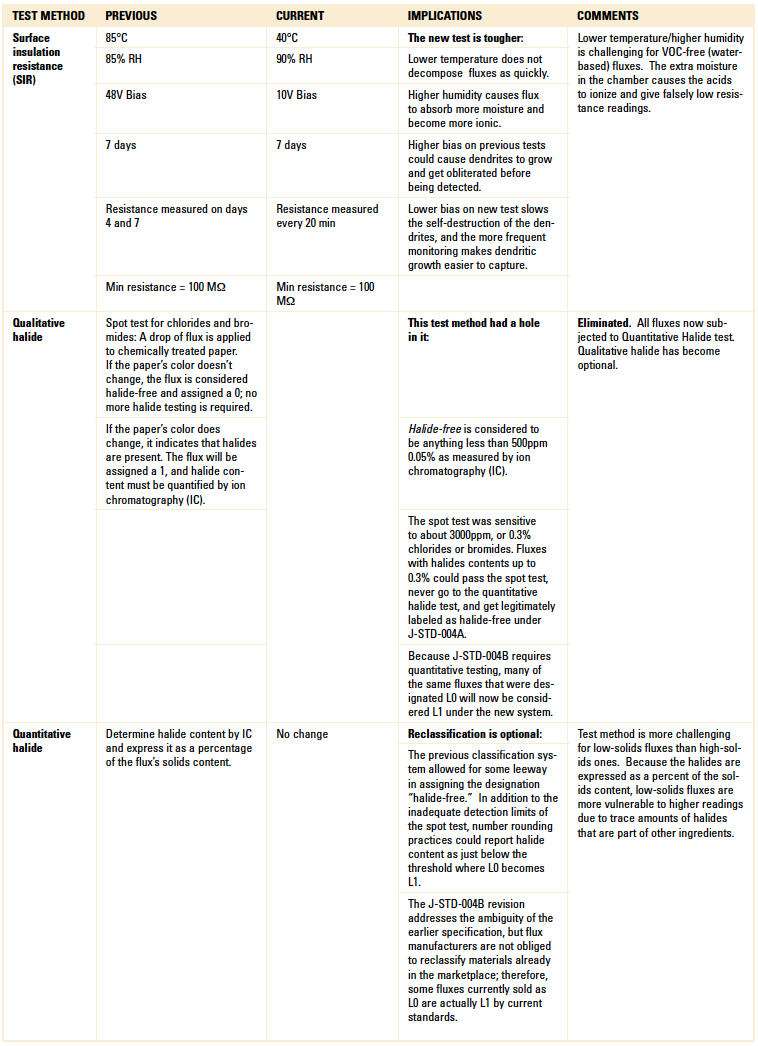
Table 1. Significant Differences Between J-STD-004A and J-STD-004B
What the PCB assembly engineer needs to know:
Don’t dismiss L1 fluxes just because they have some halides. Considering Revision B’s closure of the spot test loophole, the old L0 flux could contain more halides than the new L1 flux. Keep in mind that the newer flux, which may be labeled L1, passed a far more stringent SIR test than the older one labeled L0.
Know the relationship between halides and halogens. Halides are ionic compounds typically used as activators and often associated with corrosion. IPC standards address test methods and thresholds for halide content. Non-ionic halogenated compounds, or halogens for short, are sometimes used to improve the stability of fluxes and are the subject of environmental watch lists. European Environmental Standards (EN-14582) address test methods and thresholds for halogen content. A halide-free flux may not necessarily be halogen-free, but a halogen-free flux will also be halide-free.
Understand the subtle differences between rosin and resin. The terms are often used interchangeably, but rosin is a naturally occurring substance, and resin is either a modified rosin or completely synthetic material. Rosins are plant products and are subject to more natural variation than resins; resins are commonly used in newer flux formulations due to their more consistent performance. When more than one rosin/resin are combined, the IPC classification is based on the larger constituent. Therefore, if the distinction between RO and RE is important to the user, they should inquire with the flux’s manufacturer to better understand the exact details of the content and classification criteria.
Ask about the classification standard. The revised standard has been in force for roughly five years. If a flux formulation is over five years old, it was likely classified under the previous system; if it is fewer than five years old, it was likely classified under the current system. Some fluxes are classified under both. If the technical data sheet does not specify whether the product was classified to J-STD-004A or J-STD-004B, just ask.
The expiration of the RoHS exemptions is driving most of the industry to Pb-free materials and processes. One of the key tools that significantly improves the joint formation capability of lead-free solders is … wait for it … halides. Yes, halides. Taking the more stringent SIR/electromigration requirements of J-STD-004B into account, the rejection of a flux product simply because the IPC classification is “1” and not “0” can handcuff an operation and adversely impact yields, productivity and solder joint quality.
All PCB assemblers share a similar goal: to make many good solder joints with flux characteristics that meet the mission profile of the assembly. Blindly adhering to a specification without regard to the implications is a classic case of the tail wagging the dog; summarily limiting assemblers’ chemistry options based solely on nomenclature compromises soldering performance and, ultimately, the end-products’ long-term reliability.
Karl Seelig is vice president of technology at AIM Solder; This email address is being protected from spambots. You need JavaScript enabled to view it.. Tim O’Neill is technical marketing manager at AIM.













