Why a top five fabricator sees value in diversification.
In July, Multek (multek.com) announced a partnership with Sensitive Object (sensitiveobject.fr) to produce enhanced touch-panel products. While it might be odd to find one of the world’s largest board fabricators swimming so far downstream toward end-product development, the deal actually neatly ties in with the company’s long-range strategy, enabling them to supply a greater range of products to the computing, industrial, medical and consumer segments. Multek president Werner Widmann detailed the Flextronics subsidiary’s game plan in late August to Circuits Assembly Editor-in-Chief Mike Buetow. Excerpts.
CA: During the recession, what has Multek tried to concentrate on in order to alleviate the loss of demand?
WW: We support rigid boards, flexible boards, materials, ITO [Ed: indium tin oxide, a touch-screen technology]. We have quite a bit of diversification. Maybe we should not call ourselves a PCB company anymore. We are the only ones with this diversification. We went to our customers to see what kind of technologies and designs were ready to come to market. We talked to quite a few R&D people, so when the recession ends, we will have the right technologies and right applications. We reduced a little capacity. We slowed capacity in Germany, and we continued as we did before. We worked more closely with Flextronics.
Over 90% of the vertical integration business is controlled by OEMs. By being part of the family with Flextronics, we can take advantage of the vertical integration.
CA: Overall, is the world’s PCB capacity in line with the peaks and lows in demand?
WW: That’s a very difficult question. Six weeks ago, we visited a customer. He asked, “What is your flexibility?” Everyone is looking at a high spike. Then [when that happens], I think capacity is still available. Some competitors in Asia have mothballed their factories. At one competitor, two-thirds of their plant is mothballed, and they are ready to bring it back on.
The biggest problem is the manpower, not the equipment, especially in Asia. Turnover is still a problem. People aren’t willing to move back to the East Coast anymore.
CA: What’s the status of the former Sheldahl plant in Northfield, MN?
WW: Sheldahl, in my opinion, is my best acquisition yet. That factory is almost 100% loaded. We have the materials side. We still have ITO – now called Multek Displays. Our flexible circuit factory is 80% automotive, with demand primarily out of Asia. We have never lost money in that factory.
CA: Some have suggested the recent massive investment in China is representative of increases in capacity, not technology, and that China is in fact, overbuilding.
WW: You’re right; we’ve focused on investments in the past couple years. We spent money on high-end technology like HDI [and] higher layer-count capabilities. Our factory in Germany is one of the best in the world. We brought product to a certain yield and quality in Germany, then transferred it to China. This helped us come up with the right quality, and if you have the right quality you make a little bit of money. We invested nothing on 2-, 4-, 6- or 8-layer product. We invested on higher-end capabilities; we now have more than 200 lasers.
CA: Is building leading-edge PCBs a result of know-how or state-of-the-art equipment?
WW: It still is the engineering. Engineering is No. 1. If you have the best equipment in the world, and you don’t have the engineering, you cannot produce high-end PCBs with the right yield, the right quality and the right cost. We have invested a lot in R&D to ensure we have the right material sets for our customers. With the speed of the product, the right material is the No. 1 question. Here, for sure, you need engineering.
CA: Where does Multek fit today within Flextronics’ overall strategy?
WW: Multek is a business unit. In my opinion, we are in a great spot, and Flextronics is proud to have Multek. With all this new technology on acoustic touch and display touch, we have a good fit within Flextronics.
CA: Former Flextronics CTO Nic Braithwaite told me Flextronics anticipated the use of cameras in mobile phones, and then acquired companies that could supply those modules. It would appear the Sensitive Object deal follows that strategy.
WW: That’s true. We started Multek with rigid boards. Then there was the acquisition of Sheldahl, but the capacity was not enough for the high-end customers. We made focused investments in the high-volume factory for flexible circuits in China. Then, some customers came to us and asked for one-stop shopping: “If we buy the flex circuit, we also want you to do the assembly.” You take responsibility for the flex circuit, the component and the assembly. The next step was to combine the flex and rigid. And have customers that create good volume.
The next step was camera units for the camera module group. The question was, What should we do next? In my car, there are displays everywhere. Today, 35% of the value of a car is in the electronics content. There are more and more combinations between display and electronics. The new BMW, for example, has a touch pad on the electronics display. So in order to have one-stop shopping, we had to have displays. We bought IDW [International DisplayWorks] and put it into the Multek organization. We are very proud of this company. Not even Foxconn has this strategic direction and product range. We are even into acoustic touch. This is being seen in other markets, too. More and more, medical products are in the displays. You can take the automotive, the medical, whatever you want to do. The electronics books – it’s a rigid board, a flex board, a display and an electronics touch. With all this one-stop shopping, we have many, many opportunities, in and outside electronics.
Multek can provide everything you need in a laptop, from the camera module to the display and touch pad. We can do ITO on glass and ITO on film. It was a combination of bringing present technology together on the display part.
Is nanotechnology living up to its promises? What is the reality – which products are out there, how do we need to handle them and what are the benefits?
The more appropriate question might be, “Will I know it when I see it?” Most of the applications being developed are designed to fit with existing processes. User won’t see a completely different product, but they will see a product that is designed to fit seamlessly with the existing production line. These products will help manufacturers achieve better, smaller, faster and cheaper products. They could also help in developing new markets and “greener” products.
Why Nanotechnology?
Nanomaterials and structures are normally characterized by having at least one dimension less than 100 nm (10-7m). There is a wide range of materials and structures that can be produced by a plethora of techniques – hence the International Organization of Standardization’s (ISO’s) decision to call its TC229 committee “Nanotechnologies” and not “Nanotechnology.”
Nanotechnology is receiving increasing attention from companies, universities and governments. The National Nanotechnology Initiative budget for 2010 is $1.6 billion (www.nano.gov) and is matched by initiatives in Europe and Asia.
Part of this high profile is due to the strong dependence of “clean tech”– from solar panel manufacturing to reinforcements for wind turbine blades, from advanced battery and supercapacitor storage to a range of catalysts used in fuel production. Applications in the wider scope of the energy industry are diverse and include high-strength, nanostructured conductor wires and rechargeable lithium batteries.
The manufacture of nanomaterials can be top-down/subtractive (milling, grinding, melting and spraying) or bottom-up/additive (precipitation, deposition, plating, vapor processing). In general, top-down processes are more economical when dealing with particle sizes above 1 micron, but they bring higher energy costs and poor yields below 1 micron. Bottom-up processes, because of their additive nature, are the lower cost route for particles less than 100 nm but tend to be more costly above 1000 nm (1 micron).
Manufactured nanomaterials for the electronics industry can be presented as inks, polymer master batches or formats compatible with other conventional industrial processes. Nanoparticles are not generally supplied as powders because of the difficulty in handling very low, bulk density materials that have a risk of uncontrolled dispersion.
Nanotechnology and Electronics
The iNEMI roadmap (www.inemi.org) is a comprehensive survey that reviews the issues affecting the electronics supply chain. Gaps in the technology or the infrastructure that can adversely affect members are identified. The NEMI Research Committee was formed to prioritize and to disposition the tasks, as well as to identify companies, universities and government laboratories that can address them for the mutual good. Almost every chapter in the 2009 roadmap identifies aspects of nanotechnology that can enhance existing products or replace their structures or functions.
Nanotechnology in semiconductors beyond the normal, feature size shrinkage is again raising interest in electronics circles. The novel 3-D structures known as FinFETs are tipped to be used in the next generation of semiconductor devices and nanowire-based structures scheduled to arrive on the market in 2011/12.
These are highly complex structures made by sophisticated processes. Most nano applications that are reaching the market today are actually much more fundamental and are concentrated in the area of improved materials.
Small-sized features, around the wavelength of light, can produce very interesting properties. Below the wavelength of light, nanostructures can become invisible to the naked eye; band gaps in semiconductor materials can be modified to alter electrical and optical properties; metals can sinter and coalesce well below their melting temperatures and nanotubes and nanowires can behave as individual transistors. Structured surfaces can be scratch-resistant, ultrahydrophobic or self-cleaning.
Nanotechnology is a toolkit for the electronics industry, supplying the instruments that allow us to make nanomaterials with special properties modified by ultra-fine particle size, crystallinity, structure or surfaces. These will become commercially successful when they give a cost and performance advantage over existing products or allow us to create new products.
Naturally, every product containing an integrated circuit has a nanocomponent. What is surprising is the range of products that already have nanocomponents. Thin-film solar photovoltaic cells, for example, are produced from a copper indium gallium selenide (CIGS) nanoparticle ink, and the current collectors on conventional cells use nanosilver made by companies in the electronics materials supply chain. Cell phones may use antimicrobial nanosilver or self-cleaning and scratch-resistant coatings containing materials such as titanium dioxide, alumina or silica. Carbon and silica in molding compounds have been nano or near-nano for years.
We are now starting to see more mainstream products combining nanotechnology and traditional technology for electronics manufacturing in areas such as board surface finishes. The properties of these materials can be a significant improvement on conventional products, including lower energy consumption and materials use, reduced process time and cost, and higher reliability.
Nanosolder is a promising product under development, still some years away from completion but with great potential. The iNEMI Nano-Solder Project demonstrated that SAC alloys could be processed to make joints below 200° C, but significant process development and reliability testing is needed before this product becomes mainstream.
Clean Tech as an Opportunity for Electronics and Nanotechnology
Clean tech represents a huge growth opportunity for electronics. For the first time ever, alternative energy sources outstripped nuclear electricity in the U.S. (0.7 quadrillion BTU from January 2009 to May 2009), according to the Department of Energy’s monthly energy review. Alternative energy depends heavily on nanomaterials used in electronics structures – in nanosilver inks for current collectors for silicon cells, in printable thin-film CIGS cell materials, as well as in the conductors for the newer types of rigid and flexible cells that can lower cell costs below $1 per peak watt. This is an area of increasing focus for electronics manufacturing services (EMS) companies.
The biggest, fastest and arguably easiest bang for the buck to meet the future energy gap may be through conservation rather than generation. Technologies that can reduce power consumption, such as non-volatile memories, can make a major contribution, and materials conservation will also become an increasing focus. I recall the shock to the electronics industry, from 2005 to 2008, when we could not reach our road-mapped cost targets or price points because of dramatic rises in energy costs, oil-derived polymers, silicon feedstock and copper.
Our current recession is a blip (admittedly, a pretty big blip) on the inexorable upward trend in energy use worldwide. Once worldwide economies start to turn, expect energy and commodity prices to jump again, driving the move to energy efficiency and de-materialization – the reduction in materials consumption by using printed electronics, functional integration, microelectromechanical systems (MEMS) and other technologies. This also plays into another big trend we are seeing, an increasing emphasis on full life cycle analysis and sustainability. We can see the progression in European legislation, from eliminating hazardous materials in manufacture (REACH and RoHS) to reducing energy use (EuP) to recycling (WEEE).
As a result of these trends, we will need all the tools in our toolkit, and nanomaterials and nanostructures will be at the forefront enabling tomorrow’s electronics businesses to stay ahead of the curve.
Regulatory Compliance
There continues to be a lively discussion internationally about whether nanomaterials should be regulated separately from traditional materials. There are many opinions, and the challenge is in the diversity of types and applications, such as nano-sized silver, carbon nanotubes and liposomes, nanomaterials in cosmetics, wind turbine blades, medical image enhancement and automotive clear coat. Some nanomaterials behave differently below 100 nm. For example, silver can be sintered as low as 120° C, well below its 961° C melting point. Others, such as sodium chloride (which you inhale every time you go to the beach), does not appear to behave differently.
At the moment, products are registered under the EPA’s Toxic Substance Control Act, and if appropriate, the Federal Insecticide, Fungicide and Rodenticide Act. Only two materials have been singled out for special attention: carbon nanotubes (because of their unique structure and properties) and silver (because of the large number of antibacterial products being launched). Not all antibacterial products have been properly registered, including computer keyboards and mice. Expect many more of these to reach market as the Influenza A(H1N1) virus spreads.
The TC 229 Nanotechnologies Committee is at the forefront of the harmonization task. As with any new technology, there is a land grab by national and international standards and other organizations. ISO is looking to harmonize nomenclature, metrology, health and safety guidelines and communication (material safety data sheets, labeling, etc.) to bring some order to the process, but it’s a big job!
I expect that all nanomaterials presented to the electronics board fabrication and assembly industries will be in some way encapsulated as inks or pastes, in resins or as coatings compatible with existing processes and probably will not be subject to specific regulations.
New Product Qualification
Many nanomaterials have been developed because of their interesting properties, and companies have been founded on products for which there is limited market demand (technology push). This tends to produce leading edge products with very limited, immediate commercial potential. Work by iNEMI and others suggests the time for deployment in the electronics industry is typically seven years for a new product that fits with the existing infrastructure and 15 years for a disruptive product. Doubters only need to look at the intensive phase of lead-free solder qualification and implementation (1999 to 2000 – and still not complete for complex boards) or the implementation of MEMS devises in accelerometer applications – 30 years! The electronics industry is fast moving in terms of ultimate product development but very conservative when it comes to accepting new materials, devices and systems.
Companies taking the technology push approach are very vulnerable and often have run out of funding before revenues materialize. The traditional, faster approach may be the market pull approach, where existing solutions are sought for identified market needs. This conservative approach can result in a very small increment in performance which, in the end, may not show a significant cost benefit improvement for that particular application. Competitors do not stand still, and what looked like a cost or performance advantage against a competitor’s first-generation product may not look as healthy against the second-generation product they have been working on. This means a conservatively run company could be outflanked by a smaller, more progressive competitor. New supply chains could be set up with alternative technology, and we are seeing this happen currently in printed electronics.
Another approach is to take a parallel track, constantly reviewing technology choices on a portfolio basis and applying them to market needs. Technology platforms developed in this way, such as printable electronic materials, diamond-like coatings, carbon nanotubes or nanosolders, can be applied to several other business areas in addition to pure electronics (structural engineering, life sciences or energy).
A valid approach would be a large company acquiring an innovation acquisition that can be plugged into an existing range. A nanosilver-organic surface finish is more likely to be rapidly accepted when presented by an established supplier with strong technical and logistics support than by a start-up company. Recreating an infrastructure to support products in depth can be prohibitively expensive for a start-up.
In general, much of the industry innovation is coming from universities and small companies, the most frequent recipients of grant funding. These have surpassed the large company laboratories of the past that were once the major engines of growth and change. Often, cooperating with excellent government laboratories (for example, the Department of Energy and Department of Defense), a broad range of inventions make their way from universities to small spin-out companies in incubators, funded by research contracts of various types.
Companies that are too small or too new for venture capital funding, but too large for start-up funding, need to develop significant sales to reach the kind of metrics that will attract VC financing. Partnering with an established company to develop data to support sales is the only way most of can grow. In large organizations, there is often pressure to reduce the number of vendors and reluctance to support a new company with a short track record. This is where those who work for the major electronics companies can really make a difference to facilitate cooperation and to accelerate the commercialization process.
Alan Rae is a managing member with TPF Enterprises LLC; This email address is being protected from spambots. You need JavaScript enabled to view it..
Primary areas a successful business plan should address.
It’s that time of year again when we begin focusing on what could be, while remembering what was. In other words, it’s time to put together next year’s business plan.
Perhaps I’ve been involved with business plans for too long. When I think of forecasting out 12 months to 18 months – into what seems like the distant future – I find it very difficult to stop thinking (obsessing) about everything bad that happened in the recent past. Like many in our industry, especially those in smaller companies, I have to work hard to stay focused on the future and its possibilities instead of dwelling on the past. But how do you plan for the future while still trying to understand the immediate past? How can you satisfy all the stakeholders’ questions and expectations when you have yet to satisfy your own? Regardless of the final format or specific audience, the annual business plan boils down to addressing four primary areas: market, capability, performance and people.
The market is what drives your company, and in recent years, it has probably caused more heartache (or is that heartburn) within our industry. Is the market growing, shrinking or just moving? Should I concentrate on one market or should I diversify? And who cares anyway, isn’t it all about having more customers? The answers are yes, yes and yes!
We all need customers. The question really should be Do you know what your customers really want? If you understand what market(s) your customers participate in, you will most likely understand what market(s) you should focus on. Learn the dynamics, the customer base and the end markets. The rest will become easier–not easy, but easier.
One of the primary questions that thinking through market types and customer needs moves you toward is Do you offer a capability that is in demand? We need to sell our capabilities, but we also need to be committing some resources toward expanding them to stay competitive. Without your customers’ input, the road forward can be fraught with expensive boondoggles that generate nothing but costs and losses.
Capability is thinking through what you have, what you need, how you attain it and how it is preserved. This sometimes includes capacity but always includes cost containment (reducing waste and/or increasing yield). It is easy to have big dreams about capability, but if you follow your dreams, they could easily become financial nightmares. Understanding need vs. dream is the key.
Capability should lead to thinking about your company’s overall performance. There are many key performance metrics: on time delivery and yield/scrap are the two most common and most focused on. Equally important, but less popular, areas to analyze include inventory turns, customer retention, the days sales in receivables and overall cash-flow. Superb on time delivery and zero scrap are great, unless you are ticking off customers with arrogant service, blowing through cash by selling to deadbeat customers or building costly reserve inventory “just in case.” Without cash, you are out of business – period!
Top performance requires focusing on all of the above, and so much more. Employees need to understand which performance metrics are key to your company’s survival and that compromise may be necessary for all metrics to improve. Understanding the important numbers to focus on is just as important as understanding the customers’ needs, the markets and the capabilities that are demanded to be active and viable in those areas. Thinking through all of the above, market, capability and performance, boils down to the most important aspect of planning– people!
I think it’s part of human nature to worry about customers and the incoming order board, as well as to dream about capability and to boast about an over-the-top performance metric. Unfortunately, for many, it is not human nature to think about their people (employees) during the planning process. Everyone thinks long and hard about employee benefits, especially when medical costs and payroll taxes skyrocket. The problem is that we are thinking about cutting instead of adding. We are quick to recall the last time an employee screwed up, but rarely do we remember when an employee performed above and beyond our wildest dreams.
As you plan for 2010, spend some time thinking about the most important resource you have – people. Keep in mind what can be done to cut costs, as well as what can be done to improve morale and involvement, to enable employees to assist in building capability, to improve performance and to wow the customer?
If you only have the time or desire to focus on one area while piecing together your business plan, spend that time thinking about the people who work for you. The people you employ are the key to your future and will be the key to achieving market success, developing competitive capability and delivering outstanding performance.
Peter Bigelow is president and CEO of IMI (www.imipcb.com); This email address is being protected from spambots. You need JavaScript enabled to view it..
The loss of x-axis and y-axis flexing can increase the stress to internal interconnections.
Thermal cycle testing analyzes how interconnections fail and what the contributing factors are to those failures. Interconnect separation can be described as a separation between the copper foil on an internal layer and the copper in the barrel of a plated through hole (PTH). Interconnections are typically robust and do not fail in thermal cycle testing, but if the interconnection is weak, a crack can develop between the foil and the barrel of the PTH.
Stress is applied to the interconnect structure due to the z-axis expansion of the dielectric during thermal excursions. There is significant z-axis expansion associated with assembly and rework, and significant thermal excursions are experienced with tin/lead reflow, fusing and hot-air solder leveling (HASL). Other sources of thermal excursions include lamination and baking cycles.
As the dielectric around the barrel of the hole expands, the PTH acts like a rivet that resists the expansion. The connection of the pad to the barrel of the hole effectively locks the interconnection in place while the outer edge of the pad is free to move with the dielectric material. The result is a condition called pad rotation.
The degree of pad rotation increases from the middle of the printed circuit board (PCB), which experiences no rotation, to a maximum deflection at the upper and lower surfaces. The greatest deformation of the internal interconnection occurs on layer 2 and layer N-1. Dielectric material with a higher coefficient of thermal expansion (CTE) invokes a greater pad rotation. Materials with a lower glass transition temperature result in the onset of higher expansion rates at temperatures lower than materials having high Tg. The thicker the board and the higher the resin content, the greater the pad rotation will be.
Grid size plays a role in pad rotation. Larger grid sizes (0.050 inch or greater) allow a greater amount of expansion of the dielectric between PTHs during thermal excursions. Smaller grid sizes tend to constrain material expansion between PTHs, thus reducing the amount of the dielectric that can stress relieve by squeezing out between PTHs during thermal excursions. Materials with a lower viscosity can expand between PTHs, invoking pad rotation, while materials with a high viscosity will be constrained by PTHs and induce a lower degree of pad rotation.
Holes that are rough due to drilling or aggressive desmear seem to increase stress at internal interconnections. It appears that a rough hole is very rigid and inflexible, resisting the inward compression due to x-axis and y-axis expansion. A printed through hole with a rough hole has a configuration that is similar to a corrugated can, with the ridges resisting compression at the PTH’s side walls. The loss of x-axis and y-axis flexing appears to increase the stress to internal interconnections. Surface finishes with nickel tend to strengthen the PTH, increasing the propensity for interconnect separation. Larger holes also seem to resist compression and to increase stress at internal interconnections.
Interconnect separation is usually expressed as a crack that propagates at the internal interconnection. The crack is wedge-shaped, with the large end on the side of the foil closest to the middle of the PCB. An interconnect failure frequently develops slowly, accumulating damage at a constant rate after onset. Constant damage accumulation can be seen in the resistance graph, FIGURE 1.
An elastic dielectric material will return to its original shape between thermal excursions, and one can imagine that a developing interconnection crack could close between thermal excursions. As the dielectric returns to its original shape, the crack closes and the resistance at the failing interconnection drops. This return to the original resistance between thermal excursions is analogous to self healing. As material ages, elasticity is reduced and the dielectric may undergo plastic deformation during thermal excursions. If the crack at the interface is held open between thermal excursions, due to plastic deformation of the material, a resistance hysteresis may be observed. If pad rotation is observed, material deformation is inferred – given that a microsection is processed on the PCB at an ambient temperature.
Paul Reid is program coordinator at PWB Interconnect Solutions Inc.; This email address is being protected from spambots. You need JavaScript enabled to view it..
Bringing a flurry of recent speculation to a close, Mentor Graphics in October formally announced an agreement to acquire Valor Computerized Systems. According to a joint statement, the parties expect to close the deal early next quarter. To some, this is a significant deal, and rumors had been circulating for several months that it was coming. While details are still sketchy, we do know that the small group of shareholders who own a majority of Valor’s stock has agreed to the deal. I’ve also heard that Mentor plans to position Valor as a wholly-owned subsidiary. But the story is a lot more complicated than first meets the eye.
There are several tentacles to the Valor business. Known best for its assembly and DfM tools, there is also a reportedly very profitable joint venture with Orbotech (under the name Frontline) for CAM tools. So if the proposed marriage does get consummated, Mentor will become a 50% owner of the CAM business, as well as sole owner of the assembly and DfM tools.
Less certain is whether there will be regulatory issues. Valor has a dominant share of the proprietary data format market, and as of this writing, it’s not clear whether regulators will see Mentor’s position as one of the two major PCB EDA vendors as a potential anti-trust issue.
EDA has been down this road before. When Cadence acquired Cooper & Chyan Technology (and the latter’s Specctra router) back in the ’90s, the only way the FTC would approve the deal was if Cadence permitted other EDA companies to develop and to sell interfaces to Specctra (for the FTC ruling, see ftc.gov/opa/1997/05/cadence.shtm). Again, while I’m not an attorney, nor did I play one on TV, I would bet that some pretty smart ones have looked at this with an eye to what it takes to make it happen. Count on this deal going through.
As for why, I’ve scratched my head until I created a sore spot trying to figure this out (Mentor and Valor aren’t commenting until the deal goes through). I finally asked my guru, Maharishi Woteub Ekim, to spell it out for me. After I rendered the requisite offering of paper embedded with exotic threads, inks and laser-etched holograms, he returned with an answer. Silly acolyte, he said, most EDA players still active in the PCB space have been integrators. They find a complementary product and buy the company to fill the weak areas in their stable. In this case, the most righteous and wise one informed me, it not only gives Mentor a more complete suite of tools, but more important, it gives them a new and better access to the manufacturing world, especially assembly. Do not be surprised, the enlightened one told me, if at some point, Mentor integrates certain parts of Valor’s toolset and sells the rest.
Of course, other EDA tools suppliers have their own way of looking at this. One of the people I spoke with after the deal was announced was EMA Design Automation President Manny Marcano, a leading Valor reseller. While EMA is also a Cadence VAR (and thus a Mentor competitor), Manny told me that he did not see this deal affecting his relationship with Valor. He also sees Valor being set up as a wholly-owned subsidiary at least for the foreseeable future. I had another reason for talking to Manny. I heard stories at PCB West that Cadence was jerking its PCB tools out from under EMA. Manny set the record straight by assuring me that the relationship with Cadence remains strong and that EMA continues to sell Cadence’s Allegro and OrCAD PCB system tools. Along with the deal EMA signed to distribute Aldec’s Active HDL, Manny sees the Active-HDL integration with OrCAD as a big plus in the mission to cover design from front to back.
Just as I was writing this, I received a press release from Intercept Technologies. Its response to the Mentor/Valor announcement is to offer users free, limited time access to its artwork and manufacturing verification in Pantheon. Intercept has always been big on the manufacturing side of PCB design, and although it may not be as big a player as Mentor or Cadence, it has been in this market since 1983, which tells me they must be doing something right.
All this takes me back to what I said last month: Some things never change. And once you start thinking things are getting a little slow, along comes an acquisition with the potential to shake up everything.
P.S. To keep up with other thoughts and ramblings, check out my blog at pcdandf.blogspot.com.
Rigid-flex circuits combine the best of both worlds.
As product designers run out of printed circuit board (PCB) real estate in the x-and y-axis, they look to the z-axis and stacking technologies to solve their problems. Current solutions include board-to-board connectors, polyimide-based flexible (flex) circuits, polyimide-based, rigid-flex circuits and cabled interconnections. Board-to-board connectors are the most common method of 3D stacking due to pricing and a myriad choice of solutions based on size, density, industry standards and signal integrity (SI) issues. While the board-to-board interconnect choices are seemingly endless, they compound the initial problem they attempt to solve by consuming valuable PCB real estate. Additionally, the daughter card assembly is required to contain the mating half of the connector set, again using up valuable real estate.
Polymide flex circuits. Polyimide-based flex circuits offer a connectorless interconnect solution. The 3D solutions are endless and offer the most creative freedom to packaging designers. Flex circuits technology enjoys strong popularity in certain market and according to the latest market intelligence, is well over $5 billion and still growing. The technology allows for static (bend-to-flex) and dynamic applications whether it is one or hundreds of thousands of cycles. Flex technology allows multiple boards to be combined into one PCB, yielding a single part number, bill of materials (BOM), stencil, assembly operation and testing prior to folding into the final configuration, but this comes with a price. There are a limited number of suppliers with higher materials costs, elaborate tooling, longer lead times and lower yields. Typical per piece pricing can be three to four times that of FR-4 based rigid PCBs.
Rigid-flex circuits. Rigid-flex circuits combine the best of both worlds, providing a rigid portion for component and mechanical mounting and a flexible portion for transitioning signals from one surface to another in either a static or dynamic application. Unfortunately, they suffer from the same drawbacks as flexible circuits – limited suppliers, higher material costs, elaborate tooling and longer lead times with lower yields. In addition, materials mismatched between FR-4 and polyimide further increase the difficulty in successfully combining these circuits. This is reflected in a similar three- to four- time price modifier vs. rigid boards. This can be modified in the “static” flex applications with the use of “flexible FR-4.” But again, the supplier base for this “patented” application is even further reduced.
Cabled interconnections are the lowest technology solution for 3D problems. They offer maximum design flexibility, are simple to build, offer unlimited length and quick-turn capability but are manually intensive, difficult to rework and offer limited SI solutions.
Those familiar with rigid PCB manufacturing know that raw, thin core materials are very flexible right out of the package. It is this flex portion that requires the design attention. In this section, the use of plated through holes (PTHs) is discouraged and the transition region requires the use of rounded angles and not sharp bends. A great guide for design can be found in Joe Fjelstad’s free book, “Flexible Circuit Technology-3rd Edition”1. Many of the design constraints are explained by the manufacturing process.
Design and fabrication are the first pieces of the puzzle, but for market acceptance, the final product needs to be thoroughly tested to accepted industry standards – in this case, IPC-TM-650 9 (see FIGURE 1). This testing requires that the flexible substrate be repeatedly folded over a mandrel, a metal rod of specified diameter, until failure. The static application using the flexible FR-4 shows reliability with 77-634 lifetime flexures, normally exceeding the requirements of most static applications.
R
igid-flex applications are one of the most appealing 3D interconnect architectures. The innovative use of new materials is making these applications more cost competitive to the conventional board-to-connector structures. By using existing rigid PCB manufacturing processes and technologies, with a couple of new twists, fabricators are now able to provide a solution that saves customers 30% to 70% of their current per piece costs.
References
1. Joseph Fjelstad, Flexible Circuit Technology, 3rd edition. January 2009. http://hdihandbook.com 2. Shawn Arnold, “Flexible FR-4: A Low-cost Replacement for Polyimide-based Circuits,” CircuiTree, June 2004.
Happy Holden is a recently retired senior technology specialist for Mentor Graphics.









 The loss of x-axis and y-axis flexing can increase the stress to internal interconnections.
The loss of x-axis and y-axis flexing can increase the stress to internal interconnections.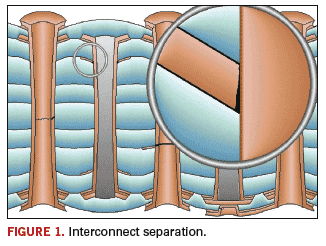
 Bringing a flurry of recent speculation to a close, Mentor Graphics in October formally announced an agreement to acquire Valor Computerized Systems. According to a joint statement, the parties expect to close the deal early next quarter. To some, this is a significant deal, and rumors had been circulating for several months that it was coming. While details are still sketchy, we do know that the small group of shareholders who own a majority of Valor’s stock has agreed to the deal. I’ve also heard that Mentor plans to position Valor as a wholly-owned subsidiary. But the story is a lot more complicated than first meets the eye.
Bringing a flurry of recent speculation to a close, Mentor Graphics in October formally announced an agreement to acquire Valor Computerized Systems. According to a joint statement, the parties expect to close the deal early next quarter. To some, this is a significant deal, and rumors had been circulating for several months that it was coming. While details are still sketchy, we do know that the small group of shareholders who own a majority of Valor’s stock has agreed to the deal. I’ve also heard that Mentor plans to position Valor as a wholly-owned subsidiary. But the story is a lot more complicated than first meets the eye.  Rigid-flex circuits combine the best of both worlds.
Rigid-flex circuits combine the best of both worlds.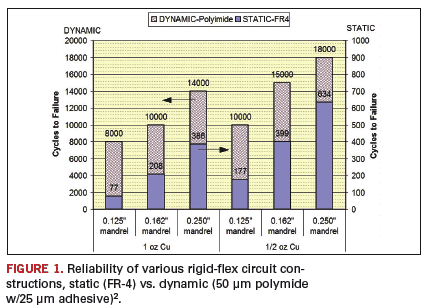 R
R
