Can via-in-pad be used on a flex or rigid-flex circuit with SMT parts?
Can via-in-pad be used on a flex or rigid-flex circuit with SMT parts?
SMT is successfully implemented on flex and rigid-flex every day. Standard through-hole constructions are the most cost-effective, but in some cases there is no room for through-holes and their larger pad diameters. Via-in-pad is a design strategy that may be required with very tight pitch BGA components and other SMT devices on flex and rigid-flex. The advantage of using a microvia is the hole size is quite small, and the associated pad is small as well. This provides more real estate for routing signals, especially out of BGA patterns. The rules-of-thumb and considerations are different, however, depending on whether the part is purely flex or rigid-flex.
For a pure flex, where all the material is flexible, consider a couple of things. Typically, via depths are much shallower than for a rigid or rigid-flex part. This means less solder may be consumed in the PTH. In some cases, the hole must be plugged, however.
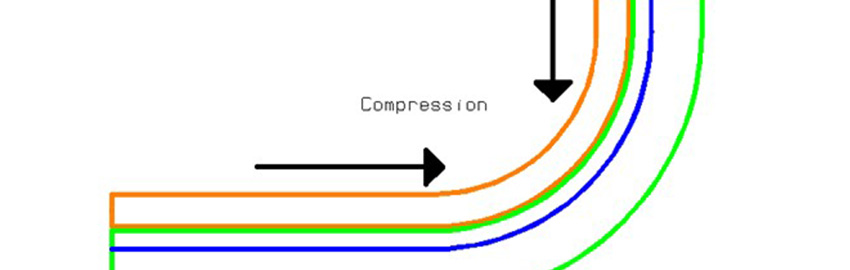
Because flex is thin and flexible, standard via filling does not work well. Flex circuits tend to have more surface topography, making it hard to keep fill material out of low-lying areas in the panel. More important, planarizing can damage thin flex materials. The sanding operation can stretch and rip the flex apart. Nonconductive via fill is not really an option for pure flex.
If the vias cannot be filled, then what can we do? Microvias are the most common option. For a two-layer flex, vias can be created either from layer 1-2 or 2-1. This leaves the pad on the one side undisturbed. If vias are created from the side opposite any SMT pad, there is no need for plating the vias full.
For three or more layers of flex, there is a dimple where the via is placed. Depending on the material stackup, the dimple may be so shallow that copper filling is not needed. If it is, however, this can be easily achieved with copper plating.
Generally, microvias in flex are best when lasered into all polyimide flex substrates that do not use adhesive to bond the foil to the substrate. Polyimide lasers cleanly, with a smooth sidewall. If there is adhesive in the via hole, some undercut of the adhesive is likely to be seen in the hole because the laser and subsequent hole prep operations tend to attack the adhesive more than the polyimide. This is okay, so long as the undercut does not become so severe as to create plating folds or voids.
For rigid-flex, fabricators generally follow the same strategies as for a rigid PCB. We do a standard via-in-pad through-hole, fill it with epoxy, and then plate over it. This assumes the design has room for a through via and associated pad. As a rule-of-thumb, the pad needs to be about 14 to 16 mils larger than the drill size. If, then, we are drilling at 10 mils, the pad should be about 26 mils in diameter.
If there is no room for this, a combination of buried vias and microvias may be used. The microvias permit small SMT pads externally and larger pads internally, where more room may exist. Depending on device pitch and pin count, more than one layer of microvias may be needed to route everything out.
The caveat for rigid-flex: buried vias need to be filled. As a result, external layers of the buried via must be rigid material to avoid damage that would occur if the external layer were flex. This may require an extra internal rigid layer, either a pad or plane layer.
A quick comment on epoxy fill. Today, virtually all epoxy fill material is nonconductive. As vias shrunk, it became too difficult to drive conductive epoxy into the holes. Also, the fabricator likely has an aspect ratio limit on the via fill operation. Most are not able to fill holes greater than 10:1 aspect ratio. Also, somewhere near 8 to 10 mil drilled holes are the minimum size, where they can reliably drive the epoxy into the holes and fill them.
Most fabricators recommend microvias of at least 0.005" in diameter, with pads between 0.010" and 0.012" diameter. While the microvia depth to diameter aspect ratio may be quite low, it may not be advised to create a smaller diameter microvia. Historical data indicate via reliability begins to be reduced below 5 mils and drops significantly below 4 mils. The real estate gained may not be worth the reduction in system reliability.
In any of these constructions, avoid stacking microvias, especially more than two high. Recent industry experience seems to indicate stacked microvias in any board type may be prone to failure after a high number of thermal cycles. Staggering vias seems to increase the cycle count substantially. IPC members are investigating this phenomenon to better understand the failure mechanism and determine a way to resolve the condition. In the meantime, be safe and stagger if possible.
Staggering has another advantage: internal microvias do not require copper filling to permit the next via to be placed directly on the previous one. Staggering does put extra burden on the designer but will pay benefits in the long run.
SMT is common. The number of different via structures and laminations have a significant impact on unit cost. Sometimes, your supplier can modify structures to minimize the number of laminations or piggyback some plating operations to eliminate duplicate operations. This can have a big impact on costs.
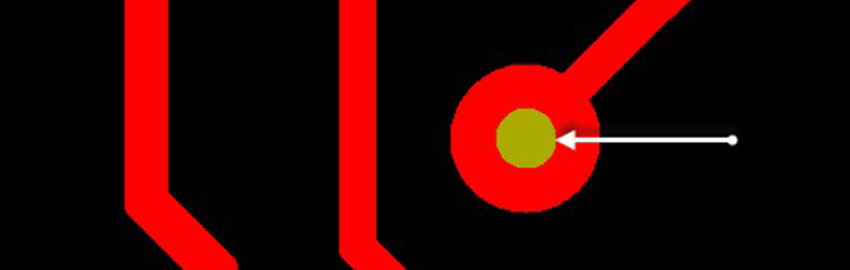
In conclusion, add vias directly in SMT pads to provide the necessary room to route the rest of the circuit without impacting the ability to solder SMT components.
Nick Koop is director, flex technology at TTM Technologies (ttm.com), vice chairman of the IPC Flexible Circuits Committee and co-chair of the IPC-6013 Qualification and Performance Specification for Flexible Printed Boards Subcommittee; This email address is being protected from spambots. You need JavaScript enabled to view it.. He and co-“Flexpert” Mark Finstad (This email address is being protected from spambots. You need JavaScript enabled to view it.) welcome your suggestions.