Minimizing vias in the flex area can cut down on problems later.
Why consider a rigid-flex format for a printed circuit board? The first and most obvious answer is to make use of the flexibility, and to permit movement between two conventional circuit boards, even if the movement is limited to providing tolerance of vibration.
Flex circuits that actually flex in regular use can, however, be considered a special case of rigid-flex designs. Often, the intent is to provide an efficient interconnect between two boards that do not lie in the same plane. In such cases, the flexible part may only flex during final assembly of the product, and never do so again.
In that light, rigid-flex can be viewed as simply an alternative interconnect strategy, or replacement for cable. One flex section replaces, at a minimum, a cable plus two connectors – which may be worthwhile for bills-of-material reasons alone – and frees the volume in the product that the connectors would have occupied. This is significant for designers of products such as wearables, where every cubic millimeter of space within the enclosure is used, and two or more PCBs must be folded into place in final assembly. PCB fabricators report wearables and other portable personal products for which space and weight are at a premium are some of the fastest-growing sectors demanding rigid-flex technology.
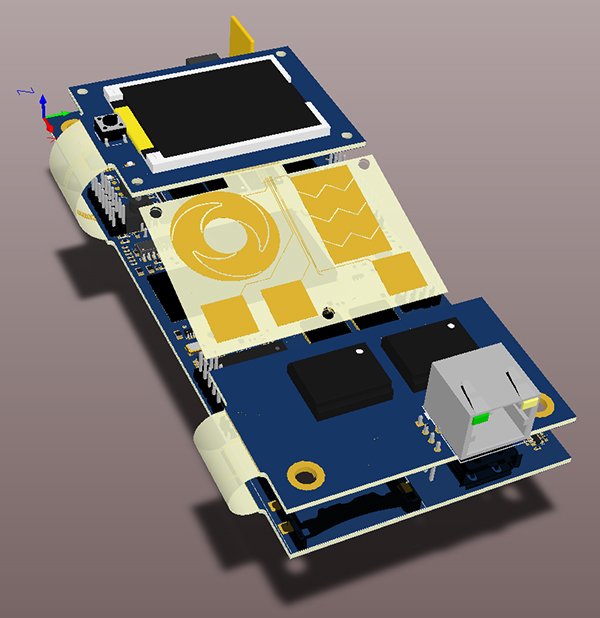
Figure 1. Populated folded rigid-flex PCB.
Other benefits that may flow from the use of rigid-flex interconnects include improved reliability (largely, again, from the reduction in connectors, and associated solder joints), and control of the signal path between the circuitry on the boards at each end of the flex. Today’s design process is greatly assisted by the availability of PCB design software that is fully 3D-capable; those trying to make maximum use of space within a space need to ensure there is no interference between component profiles. Tools also have the capability to model the flexed state of the non-rigid part to establish parameters such as bend radius – and to do so dynamically, to check the entire path of the system in which the two rigid elements move under normal use.
Rules of thumb. Rigid-flex fabrication is a mature technology, and the rules for success are well-established.
The first rule for avoiding pitfalls in a design is not technology- or geometry-based. Rather, it is to establish and maintain a dialogue with the board fabricator, and ensure any modifications to design rules or design checks (DRC) are imported into the layout package in use, and adhered to.
Many of the guidelines for a successful outcome of a rigid-flex design flow from the properties of the materials. The base material for the rigid portion is most likely to be FR-4 (or a more exotic variant) – a reinforcing glass fiber mat with resin impregnation. The flex is typically a polyimide film (often referred to using the DuPont brand name Kapton as a generic term) with copper foil applied and a coverlay film imposed in place of the solder mask.
Consideration about how the material properties match the task quickly reveals where care is needed. The copper-to-film bond is a junction between dissimilar materials; the tighter the bend radius imposed on it, the greater the stresses at the boundary and the higher the risk of delamination. The traces, although thin, are nevertheless copper metal, and if the bend radius is too small, repeated flexing carries the risk of stress fracture. The transition between rigid and flex is an important area; just as with a cable termination, bending forces should not be imposed right at the transition, as this can, in effect, create very small bend radii over a small distance. Again, the availability of dynamic modeling of folding in 3D is very helpful, and the composition of the layer stack-up is the key for both reliability and manufacturability.
Many common errors can be avoided by attention to a few key points in the design process. We have already noted the need to apply the correct design rules to the flex area, and to carry over “standard” rigid-board rules. One such rule is the need for a larger copper ring around any hole drilled in the flex and, as a related point, to leave a larger separation between drill hole/pad and adjacent traces. The IPC specification for flex circuits (IPC-2223) is a good rule of thumb for the amount of separation. Flexible film is just that, and through the manufacturing process the effect of that flexibility is to increase normal (inescapable) tolerances. Therefore, a drilled hole might miss concentricity with its pad by a small margin; the hole will still plate; connectivity through the via will be unaffected, but there is a risk of a short to a trace passing too close.
Minimizing vias in the flex region is a desirable attribute in itself; the cost of vias is higher there than in rigid. (This, of course, assumes the design requires double-sided flex.) This is one area where the configuration of the stack-up that makes up the complete PCB is critical. The manufacturing process is in part subtractive; that is, there will be layers over and under the flex in fabrication that are selectively removed to release the flex segment before the process is complete. The stack-up should be configured to ensure the polyimide layer is fully supported through any drilling. Visualizing a drill bit attempting to penetrate a thin, deformable film will immediately show why.
Merely taking vias from the flexible area back into the rigid portion is not sufficient. (Recall the flex layer runs throughout the total area of the PCB, and provides flexibility only where exposed.) The transition from flex to rigid is not at the same point throughout all layers, for manufacturing reasons; so any such (possibly buried) vias in the flex layer must step back into the rigid area by a larger margin than might be obvious. Where traces join circular pads in the copper of the flex layer, teardrops should always be applied; the gradual transition from linear to circular eliminates a possible stress point at the junction.
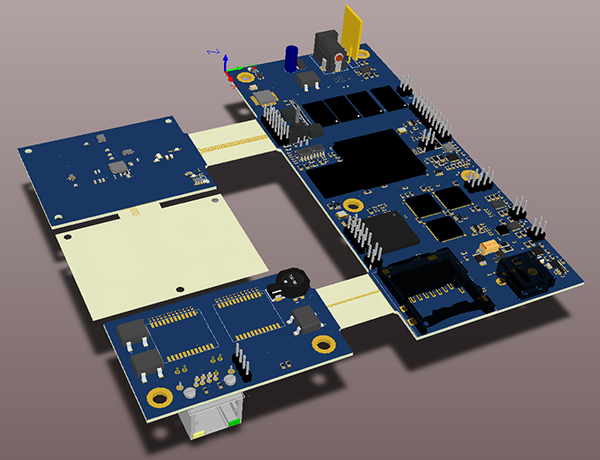
Figure 2. Populated unfolded rigid-flex PCB.
Copper on flex. Use of copper on the flexible layer or layers also adds to the quota of “special rules” and, again, visualizing what is happening when the flexible segment is called into action will show why. A common error is simply to have too much copper on the flexible layer; large areas of metal foil bonded to the polyimide will inhibit flexing. The more copper used on the flex circuit, the less bending is possible. The amount of copper is clearly related to the mission of the flex board. A general rule: Keep flex flexible.
The following formula defines the bend radius:
R = C(100-EB) - D
2EB
where:
R = minimum bend radius
C = copper thickness
D = dielectric thickness
EB = allowable copper deformation (%)
If continuous copper is needed (to provide a ground plane, for example), then an appropriate level of cross-hatching will be required. The same is true here – more copper is reducing flexibility. Use of solid copper is fine if the flex part is creased just once during assembly. Cross-hatched or, better, hexagonal hatched polygons spread the tension bias (FIGURE 3).
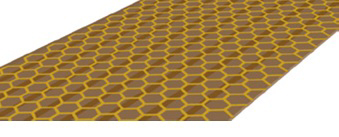
Figure 3. Cross-hatched or hexagonal hatched polygons spread the tension bias of copper.
For similar reasons, traces should be routed perpendicular to the bend line. All copper should be derived (etched from) the original foil; plating on the flexible surface tends to produce crystalline metal that is too brittle to guarantee long life.
A variant on the rigid-flex formula is the use of stiffening backing to a portion of the flexible layer. In effect, this delineates a region of the assembly that is rigid but doesn’t carry any components. Stiffeners provide support during assembly, and can constrain the shape of the flexed circuit, or provide structure and minimum thickness where the flex layer terminates by entering a zero-insertion-force connector. Although only providing mechanical support, the same set of rules applies as for other rigid-to-flex transitions to avoid creating problem areas. There is a range of stiffening methods. The designer should discuss this in particular with their PCB manufacturer. Usually thick polyimide or FR-4 is used as a stiffener at the end of a flex circuit or connecting the main rigid board.
Although it can give the design lab the appearance of an elementary school classroom, designers of flexible PCBs have frequently found great value in making paper models of their boards or, in the case of rigid-flex, paper and card models that some refer to as “paper dolls” (FIGURE 4). A 3D representation of the design by the CAD tool can provide that insight into real-world geometry, while applying all the parameters the board fabricator requires for a high-yield outcome. And, by drawing accurate component profiles from its database, the engineer can be certain from the outset that the flexed and folded product will fit together as intended, with no interference.
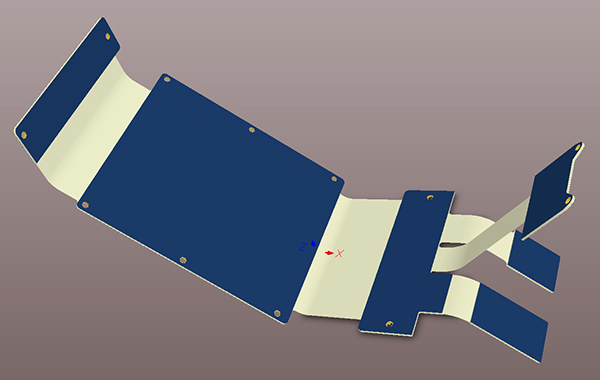
Figure 4. Software removes the need for creating paper models.
Robert Huxel is technical marketing manager – EMEA at Altium (altium.com); This email address is being protected from spambots. You need JavaScript enabled to view it..













